ABS injection molding is a high-precision manufacturing process where molten Acrylonitrile Butadiene Styrene resin is injected into a custom-engineered steel mold to create durable, high-impact parts. You may have experienced the frustration of components failing in the field or cosmetic defects ruining your brand’s reputation. These manufacturing setbacks agitate your production timelines and inflate your total cost of ownership. By leveraging professional ABS injection molding from a certified partner like CN Precision , you ensure your products achieve the perfect balance of toughness, aesthetics, and cost-efficiency.
What is the process of ABS injection molding?
The process involves feeding thermoplastic pellets into a heated barrel where they are melted and then forced under high pressure into a precision-machined mold cavity. This method is the industry standard for producing high volumes of complex plastic parts with exceptional dimensional stability.
Understanding Material Composition
Acrylonitrile Butadiene Styrene is a unique terpolymer that combines the strengths of three distinct monomers to deliver superior performance. Acrylonitrile provides chemical resistance and thermal stability, while Butadiene contributes impact strength and Styrene offers a glossy, processable finish.
- Acrylonitrile: Enhances heat resistance and chemical durability.
- Butadiene: Increases toughness and impact absorption.
- Styrene: Provides surface hardness and aesthetic shine.
Here is the kicker: the ratio of these components can be adjusted to meet specific engineering requirements for your unique application.
The Stages of the Molding Cycle
The injection cycle consists of four primary stages: clamping, injection, cooling, and ejection. Once the mold is closed, the screw moves forward to inject the melted ABS, followed by a holding phase to ensure the cavity is fully packed.
- Clamping: Secures the mold halves against high injection pressures.
- Injection: High-speed filling of the mold cavity with molten resin.
- Cooling: Solidification of the part to its final shape.
- Ejection: Mechanical removal of the finished part from the tool.
But there is more. Proper cycle management prevents internal stresses that could lead to part failure in the field.
Key Takeaway:Managing the molding cycle with precision ensures that your parts maintain consistent physical properties and aesthetic quality across every production run.
| Cycle Phase | Critical Control Point | User Benefit | |
|---|---|---|---|
| Injection | Speed and Pressure | Flash-free components | |
| Cooling | Temperature Delta | Dimensional accuracy | |
| Ejection | Pin Placement | Mark-free surfaces |
A thorough analysis of the injection cycle allows for the optimization of throughput without sacrificing the structural integrity of the ABS resin.
Why should you choose ABS for your technical parts?
Engineers select this material because it offers one of the best balances between mechanical performance and manufacturing cost. You will find that ABS injection molding provides the rigidity needed for structural housings while remaining easy to process.
Superior Mechanical Properties
The primary reason for selecting this resin is its incredible impact resistance and tensile strength. Unlike more brittle plastics, ABS can withstand significant physical abuse without fracturing, making it ideal for industrial environments.
- Impact Strength: High energy absorption prevents cracking.
- Tensile Strength: Maintains shape under heavy loads.
- Low Creep: Resistant to deformation over long periods.
You might be wondering if this durability comes at a higher price, but ABS remains remarkably affordable for mass production.
Excellent Finishing Capabilities
ABS is widely recognized for its “plateable” and “paintable” nature, which allows for diverse aesthetic options. You can achieve high-gloss finishes, metallic chrome plating, or specific textures directly from the mold surface.
- Chrome Plating: Perfect for automotive interior trim.
- Painting: Superior adhesion for custom branding.
- Texture: Hide wear and tear with molded-in grain.
Think about this for a second: the ability to finish parts easily reduces the need for secondary assembly steps.
Key Takeaway:Choosing ABS allows you to create parts that are as beautiful as they are strong, providing a professional finish that elevates your end product.
| Feature | Performance Metric | Practical Advantage | |
|---|---|---|---|
| Impact Resistance | 200-400 J/m | Survives drop tests | |
| Surface Energy | High Adhesion | Easy to paint or glue | |
| Stiffness | 2.1-2.4 GPa | Structural stability |
The synergy between surface energy and mechanical toughness makes ABS the most versatile choice for consumer-facing technical components.
How does ABS perform in high-heat environments?
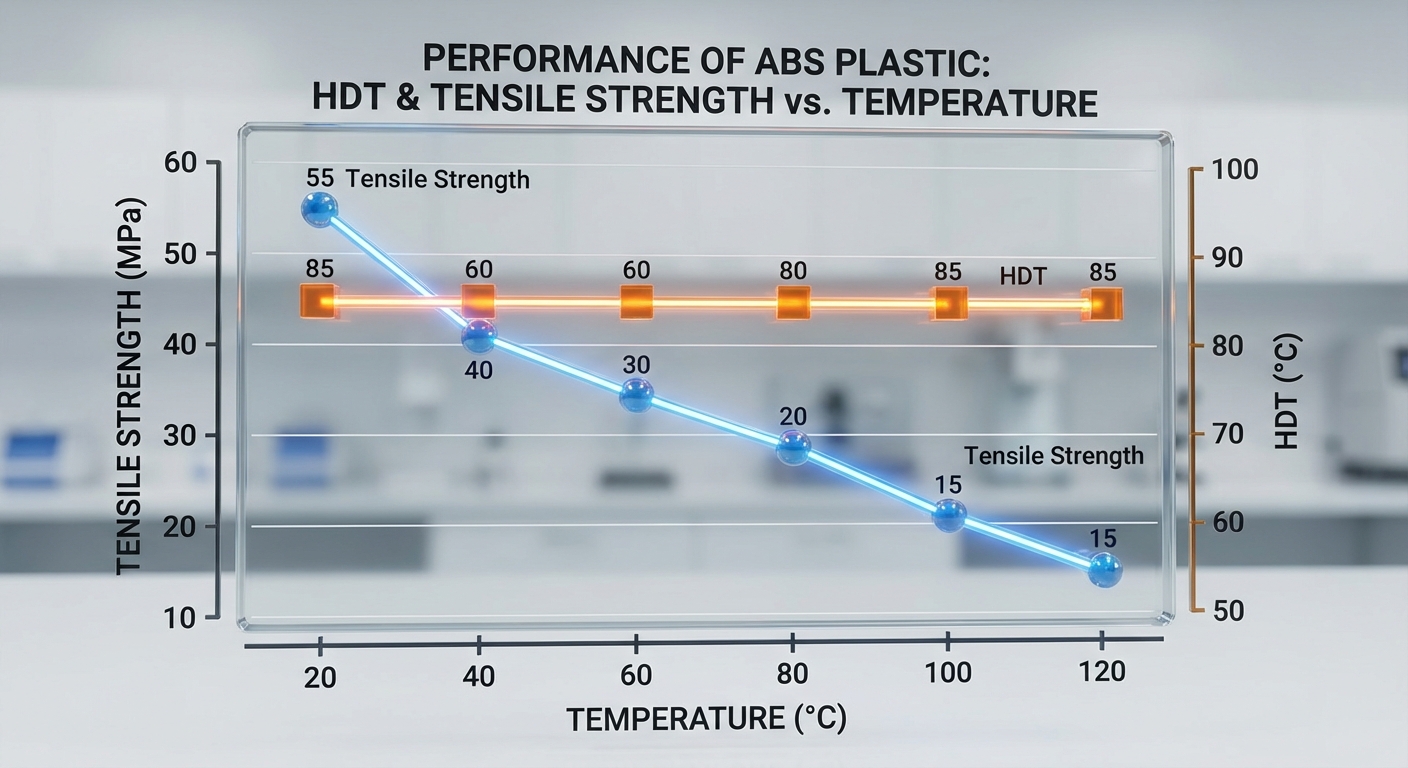
ABS is an amorphous polymer that does not have a specific melting point but rather a glass transition temperature of approximately 105°C. This allows it to maintain its structural integrity in many warm environments, though grade selection is critical for peak performance.
Thermal Stability and Deflection
Heat deflection temperature (HDT) is a vital metric that indicates when a part will begin to deform under load. Standard grades typically range from 73°C to 96°C, which is sufficient for most consumer electronics and interior automotive parts.
- Standard ABS: Reliable up to roughly 85°C.
- Heat-Resistant ABS: Engineered for higher thermal loads.
- Expansion Rate: Predictable and low thermal expansion.
It gets even better when you realize that specialized additives can push these thermal limits even further.

Grade-Specific Thermal Limits
You can select specific grades like Polylac PA-765 for applications that require flame retardancy and higher heat stability. These materials are essential for electrical housings that must meet strict safety regulations and survive internal heat generation.
- Polylac PA-746: Balanced heat and flow properties.
- Polylac PA-765: Flame retardant with high thermal stability.
- Reinforced ABS: Glass-filled options for maximum stiffness.
Keep this in mind: selecting the wrong thermal grade can lead to premature part failure or melting in the field.
Key Takeaway:Proper thermal grade selection ensures your parts remain functional and safe even when exposed to high operating temperatures.
| ABS Grade | HDT Range (°C) | Best Use Case | |
|---|---|---|---|
| Standard | 80 – 94 | Consumer goods | |
| Heat-Resistant | 95 – 105 | Automotive interiors | |
| Flame Retardant | 73 – 83 | Power tool housings |
Consulting a technical data sheet helps you match the specific heat requirements of your application to the correct resin chemistry.
What are the primary design guidelines for ABS?
Optimizing part geometry is the most effective way to reduce costs and prevent defects during ABS injection molding. Following established design guidelines ensures that the material flows correctly and the part releases without damage.
Wall Thickness Recommendations
Maintaining a uniform wall thickness between 0.045 inches and 0.140 inches is critical for preventing internal stresses. When walls are inconsistent, the part cools at different rates, leading to unsightly sink marks or structural warping.
- Uniformity: Prevents uneven shrinking and warping.
- Rib Ratios: Should be 50-70% of the wall thickness.
- Transitions: Use gradual fillets rather than sharp corners.
Let’s dig deeper into how wall design affects your bottom line by reducing the cooling cycle time.
Utilizing Proper Draft Angles
Draft angles are necessary for the mechanical ejection of the part from the steel mold. Without a minimum of 0.5 to 2 degrees of draft, the part may stick to the cavity, causing scratches or complete production stoppages.
- Minimum Draft: 0.5 degrees for smooth surfaces.
- Textured Draft: 3 to 5 degrees for heavy grains.
- Internal Bosses: Require draft to prevent pin push marks.
You’ll be glad to know that including these features early in the CAD phase prevents expensive mold re-work later.
Key Takeaway:Adhering to strict wall thickness and draft rules significantly reduces scrap rates and ensures your parts are easy to manufacture at scale.
| Design Feature | Recommended Value | Manufacturing Result | |
|---|---|---|---|
| Wall Thickness | 1.1mm – 3.5mm | No sink or voids | |
| Draft Angle | 1.5° Standard | Clean part ejection | |
| Boss Height | < 3x Diameter | Structural integrity |
Following these geometric constraints allows for a smoother flow of material and a more predictable shrinkage rate during the cooling phase.
Which industries rely on ABS molded components?
The versatility of ABS makes it a staple across global manufacturing sectors that demand high-performance plastics. You will see these parts in everything from safety-critical automotive interiors to precision-engineered medical equipment housings.
Automotive and Transportation
In the automotive world, safety and aesthetics are paramount, and ABS delivers on both fronts. It is frequently used for dashboard components, airbag covers, and exterior trim because it handles vibration and impact exceptionally well.
- Interior Trim: High-quality aesthetic surface finish.
- Airbag Covers: Predictable fracture patterns for safety.
- Instrument Panels: Structural rigidity and heat resistance.
Here’s the deal: automotive engineers trust ABS because it meets the stringent IATF 16949 quality standards required for global supply chains.
Medical and Electronic Housings
Medical device manufacturers choose ABS for handheld diagnostic tools because it is chemically resistant and easy to clean. For electronics, its electrical insulation properties and impact resistance protect delicate internal circuitry from damage.
- Handheld Tools: Ergonomic and lightweight designs.
- Enclosures: High impact protection for PCB boards.
- Telephone Housings: Durable and resistant to skin oils.
What’s more, the material’s biocompatibility in specific grades allows it to be used in non-invasive medical applications.
Key Takeaway:The wide adoption of ABS across diverse industries proves its reliability and fitness for both consumer-facing and industrial-grade applications.
| Industry | Typical Part | Material Priority | |
|---|---|---|---|
| Automotive | Door Handles | Mechanical strength | |
| Medical | Blood Pressure Monitors | Chemical resistance | |
| Electronics | Laptop Frames | Dimensional stability |
Understanding the industry-specific requirements for ABS helps in selecting the right grade and certification level for your project.
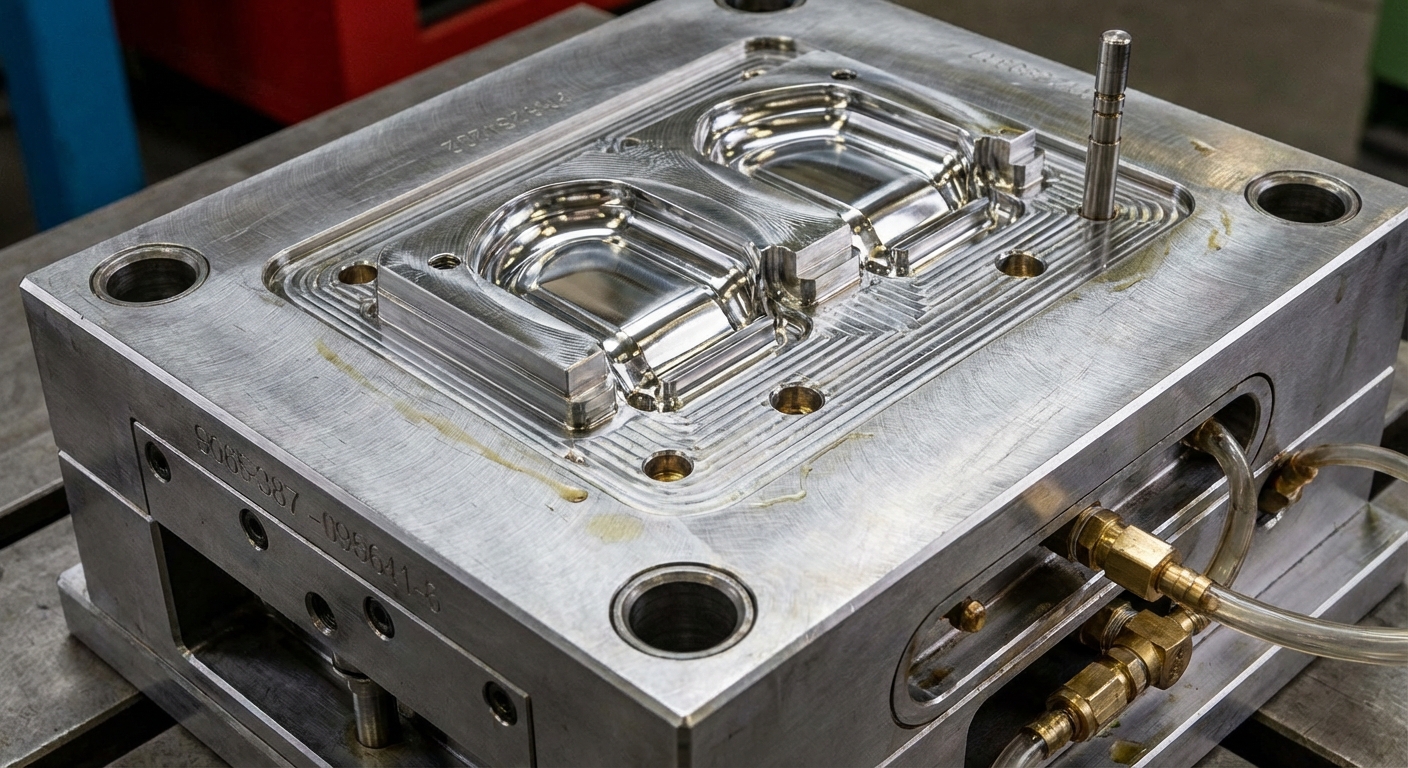
How can you optimize mold designs for ABS?
Successful ABS injection molding requires a tool that accounts for the material’s unique flow characteristics. By focusing on gate placement and cooling channel design, you can eliminate common manufacturing defects like knit lines.
Strategic Gate Placement
The gate is where the molten plastic enters the cavity, and its location determines how the material fills the tool. For ABS, gating should be placed in the thickest section of the part to ensure uniform pressure and minimize visible flow marks.
- Edge Gates: Simple and cost-effective for large parts.
- Sub-Gates: Automated degating for high-volume production.
- Hot Runners: Reduced waste and better pressure control.
Believe it or not, moving a gate just a few millimeters can sometimes solve a persistent quality issue.
Precision Cooling Channels
Effective cooling is the key to maintaining the dimensional accuracy of your custom molds . Because ABS is an amorphous polymer, it requires consistent cooling to prevent internal stresses that cause the part to warp after ejection.
- Conformal Cooling: Follows part geometry for even heat removal.
- Baffles and Bubblers: Cools deep bosses and core pins.
- Stainless Steel Inserts: Faster heat transfer in critical areas.
Best of all, an optimized cooling system can reduce your overall cycle time by up to 20%, significantly lowering your part cost.
Key Takeaway:A well-engineered mold reduces production risks and ensures that your parts meet tight tolerances consistently over hundreds of thousands of cycles.
| Mold Feature | Optimization Goal | Production Impact | |
|---|---|---|---|
| Gate Location | Minimize Knit Lines | Structural strength | |
| Cooling Layout | Uniform Heat Removal | Less part warpage | |
| Surface Finish | SPI-A2 Polish | High-gloss aesthetics |
Designing the tool with the material’s flow index in mind prevents common molding defects before the first shot is ever fired.
What are the most common ABS resin grades?
Selecting the right grade of ABS is a critical step that dictates the final performance of your part. You must choose between standard, reinforced, or specialty grades based on the specific mechanical and environmental demands of your application.
Standard and Flame Retardant Grades
Standard grades like Cycolac MG47 are widely used for general-purpose applications due to their balanced properties. However, electronics often require flame retardant grades that comply with UL 94 safety standards to prevent fire hazards.
- Standard Grade: Balanced impact and flow properties.
- UL 94 V-0: Highest level of flame retardancy for electronics.
- High-Flow Grade: For thin-walled or complex geometries.
Interestingly enough, the addition of flame retardants can slightly change the processing window, so your molder must be experienced with these resins.
Fiber Reinforced Variations
For applications requiring extreme stiffness, glass-filled ABS grades like RTP 605 provide significantly higher tensile strength. These materials are used when a part must behave more like a structural metal component while remaining lightweight.
- 10-30% Glass Fiber: Dramatic increase in rigidity.
- Reduced Shrinkage: Better for extremely tight tolerances.
- Higher HDT: Improved performance in warm environments.
It’s no secret that glass fibers can be abrasive, so your molder should use hardened steel tools to ensure a long mold life.
Key Takeaway:Matching the resin grade to your specific application requirements ensures that you don’t overpay for performance you don’t need, or under-engineer critical parts.
| Grade Type | Example Material | Primary Benefit | |
|---|---|---|---|
| Multi-Purpose | Cycolac MG47 | Cost-efficiency | |
| High Flow | Polylac PA-746 | Complex geometries | |
| Reinforced | RTP 605 (GF) | Superior stiffness |
Selecting the ideal resin grade involves balancing the mechanical properties of the plastic with the processing capabilities of the injection equipment.
How do you solve quality issues in ABS molding?
Instability in production quality can halt your supply chain, but proactive process controls mitigate these risks. Understanding the root causes of common defects allows you to maintain high yield rates throughout the life of your project.
Eliminating Moisture Issues
ABS is hygroscopic, meaning it absorbs moisture from the surrounding air which can cause “silver streaks” or splay on the part surface. Proper drying is not optional; it is a requirement for high-quality ABS injection molding.
- Desiccant Drying: Removes internal moisture from resin pellets.
- Drying Temp: Typically 80°C for 2 to 4 hours.
- Process Monitoring: Constant checks on the dew point of the air.
The bottom line is this: if you don’t dry your ABS resin, you will face structural weaknesses and cosmetic failures that are impossible to fix.
Managing Warpage and Shrink
Warpage occurs when different areas of a part shrink at different rates, often due to uneven cooling or high internal stresses. By optimizing the pack pressure and cooling time, you can ensure that the part remains flat and within tolerance.
- Cooling Time: Ensure the part is solid before ejection.
- Packing Pressure: Prevents sink marks in thick sections.
- Uniform Walls: The best defense against warpage.
To top it off, using high-precision CMM inspection ensures that every batch of parts meets your original design specifications.
Key Takeaway:Effective moisture control and thermal management are the two most important factors in producing defect-free ABS parts consistently.
| Common Defect | Primary Cause | Proven Solution | |
|---|---|---|---|
| Silver Streaks | Excessive Moisture | Desiccant drying | |
| Sink Marks | Low Pack Pressure | Increase holding time | |
| Warpage | Uneven Cooling | Optimize water lines |
Identifying the root cause of defects during the T1 sample stage allows for permanent process fixes before mass production begins.
Is ABS molding suitable for rapid prototyping?
Speed to market is a massive competitive advantage, and ABS is an excellent material for functional prototyping. You can go from a CAD file to molded parts in as little as 15 to 20 days using rapid tooling techniques.
Functional Testing Accuracy
Unlike 3D printing, which uses different material structures, molded prototypes provide a 1:1 match with your final production parts. This allows you to perform real-world drop tests and thermal trials with complete confidence in the data.
- Real Materials: Test the actual resin used in production.
- Stress Testing: Validate mechanical limits accurately.
- Finish Testing: Confirm paint and plating adhesion.
Why does this matter? It eliminates the risk of discovering a design flaw after you have already invested in expensive high-volume steel tooling.
Bridge Tooling Benefits
If you need parts quickly but aren’t ready for a 500,000-unit production run, bridge tooling is the perfect solution. These tools use simpler designs or aluminum inserts to get you through the market-entry phase at a lower initial cost.
- Fast Turnaround: Parts in hand within weeks.
- Lower Initial Cost: Reduced tooling investment.
- Scale Ready: Easily transition to mass production.
Generally speaking, ABS is one of the most cost-effective resins to use during this phase, making it a favorite for startups and hardware innovators.
Key Takeaway:Using ABS for prototyping ensures your test data is valid and your development timeline remains as short as possible.
| Method | Lead Time | Testing Validity | |
|---|---|---|---|
| 3D Printing | 1-3 Days | Moderate (Look/Feel) | |
| Rapid Tooling | 2-3 Weeks | High (Functional) | |
| Production Tooling | 4-8 Weeks | Absolute (Final) |
Molded prototypes provide the most reliable path for verifying both the design and the material’s performance before capital commitment.

How to find the right ABS molding partner?
The success of your project depends entirely on the technical depth and quality standards of your manufacturing partner . You need a supplier that understands the complexities of ABS injection molding and offers transparent engineering support.
Evaluating Quality Certifications
When you are sourcing parts for automotive or medical use, you should only work with facilities that hold IATF 16949 and ISO 9001 certifications. These standards guarantee that the factory has the rigorous documentation and process controls needed to deliver consistent quality.
- IATF 16949: The gold standard for automotive quality.
- ISO 9001: Ensures basic quality management systems.
- CMM Inspection: Verification of all critical dimensions.
Don’t forget that a certificate is only as good as the team behind it; always ask for sample inspection reports to verify their capabilities.
Global Engineering and Logistics
Working with an expert partner means receiving a detailed DFM report within 24 hours of your inquiry. Your partner should handle everything from mold design and material sourcing to shipping your finished parts to North America or Europe.
- DFM Support: Identifying cost-saving design changes early.
- Transparent Pricing: No hidden fees in your tooling quote.
- Logistics Support: Seamless export and customs handling.
As a final point, choosing a partner with 15+ years of export experience ensures that you avoid common pitfalls in international manufacturing.
Key Takeaway:A certified molding partner provides the technical oversight and quality assurance necessary to turn complex designs into successful market products.
| Partner Attribute | User Value | Long-Term Impact | |
|---|---|---|---|
| IATF Certified | Risk mitigation | Supply chain safety | |
| 24h DFM Response | Fast development | Speed to market | |
| Export Expertise | Stress-free logistics | Reliable delivery |
The final decision on a molding partner should be based on their ability to demonstrate technical competence and consistent quality across multiple industries.
Conclusion
Mastering ABS injection molding is about more than just melting plastic; it is about precision engineering and strategic partnership. By understanding the mechanical properties of ABS, adhering to strict design guidelines, and selecting a certified manufacturer, you solve the problems of part failure and production instability. At CN Precision, we believe that high-quality manufacturing should be transparent, reliable, and accessible to global innovators. We are committed to a vision where precision molding empowers you to bring safer, stronger, and more aesthetic products to the world market. Are you ready to optimize your production and reduce your defect rates? Reach out to contact us today for a free DFM review and discover how our expertise can accelerate your next project.
Frequently Asked Questions
Can I achieve a mirror-like finish with ABS molding?Yes, ABS is excellent for high-gloss finishes because its chemical structure supports extreme surface smoothness. You will need a mold that is polished to an SPI-A2 or A1 standard and a process that carefully manages temperature to prevent surface defects.
What is the best wall thickness for ABS parts?The standard recommendation is to keep walls between 1.1mm and 3.5mm for the best results. Reasoning shows that staying within this range minimizes the risk of cooling-related defects like sink marks and internal voids that can compromise part strength.
How do I know if my design needs a higher grade of ABS?You should evaluate the operating temperature and mechanical stress requirements of your end-use environment. If your part will be exposed to temperatures above 85°C or needs to meet UL fire safety ratings, a standard grade will likely fail, requiring a heat-resistant or flame-retardant specialty grade.
Can I use recycled ABS for injection molding?Yes, but you must be careful about the consistency and purity of the regrind material. Reasoning suggests that adding more than 20% recycled content can begin to degrade the mechanical properties and surface finish of the parts, so virgin resin is preferred for high-precision components.
How long does a steel mold for ABS typically last?A high-quality hardened steel tool can easily last for 500,000 to 1,000,000 cycles with proper maintenance. This durability makes it the most cost-effective choice for long-term production, even if the initial tooling investment is higher than aluminum alternatives.