Injection mold costs vary primarily due to geometric complexity, material requirements, and total production volume. You need a reliable manufacturing partner to scale your project, but the initial numbers you receive often feel like a black box of hidden expenses. This uncertainty stalls your product launch and threatens your budget before a single part is even made. By understanding the core drivers of injection molding price , you can strategically design your components to minimize tooling investment and maximize per-unit efficiency.
What factors determine the total injection molding price?
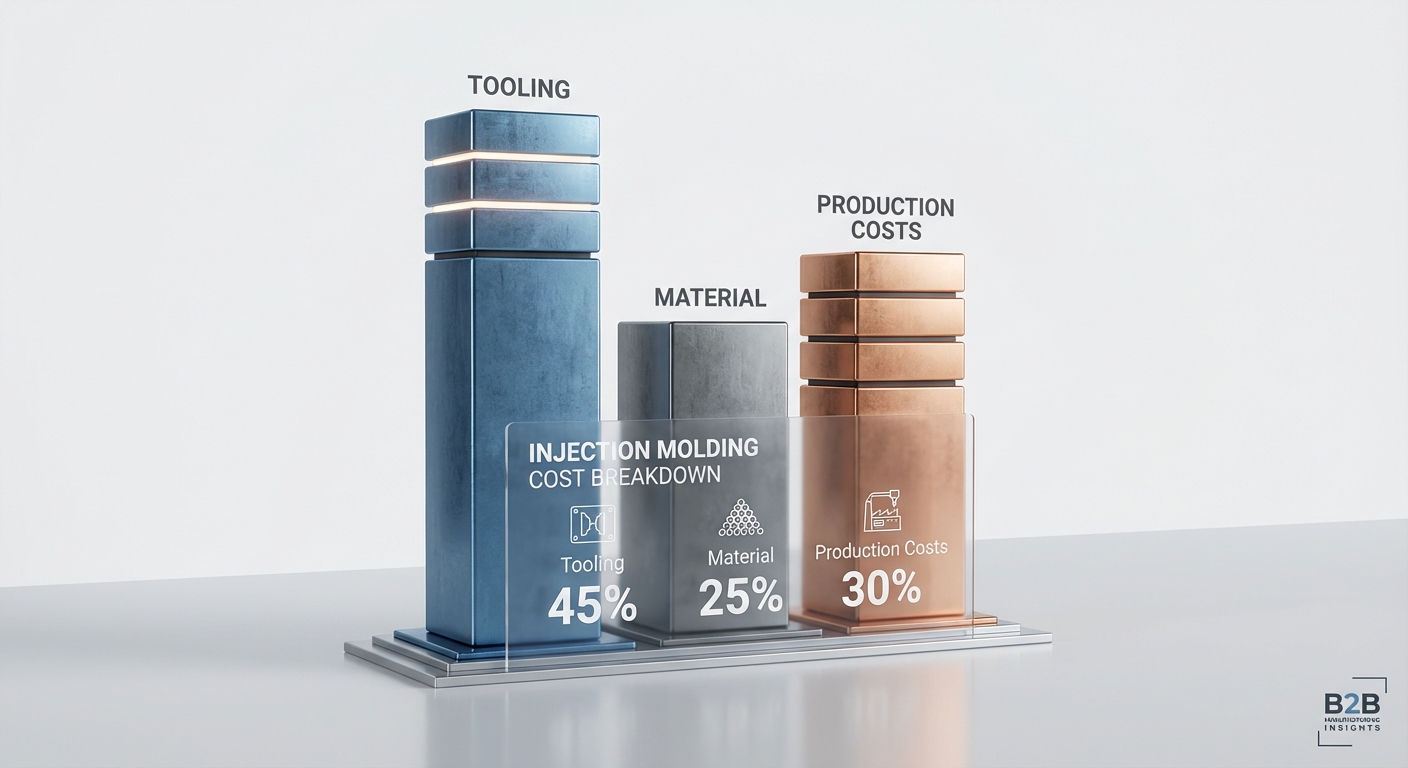
Total costs are determined by tooling complexity, material selection, and overall production volume. The injection molding price is heavily front-loaded toward the design and fabrication of the mold itself. This means that more intricate part features require more hours of high-precision CNC machining and EDM work.
Core Cost Drivers
The truth is, not all molds are created equal. You must account for the type of steel used, the number of cavities, and the projected lifespan of the tool.
- Tooling Grade: High-volume production requires hardened steel.
- Resin Choice: Commodity plastics cost less than engineering-grade resins.
- Cavitation: More cavities increase initial costs but lower piece price.
Think about it this way. Choosing the right partner who offers about us transparency ensures these factors are managed effectively.
Key Takeaway: Tooling complexity is the biggest driver of initial expense, but it can be offset by volume.
| Factor | Cost Impact | Typical Priority | |
|---|---|---|---|
| Tooling Design | High | Initial Phase | |
| Resin Type | Medium | Ongoing | |
| Cavitation | High | Scaling |
The interplay between these variables defines your total manufacturing budget.
How do undercuts impact the final injection molding price?
Undercuts increase costs by requiring complex side actions or manual inserts that complicate the mold design. Every time a feature prevents a part from being ejected straight out of the mold, the injection molding price rises due to the mechanical complexity added to the tool. These features often necessitate sliding shutoffs or “pick-outs” that require manual labor.
Mechanical Complications
The best part? Most undercuts can be designed out of the part before tooling starts. By simplifying geometry, you avoid the need for expensive moving components within the mold.
- Side Actions: These use cams to clear undercuts automatically.
- Hand-Loads: These require an operator to manually insert/remove parts.
- Cycle Time: Complex mechanisms naturally slow down the molding process.
Wait, there’s more. Reducing these features can significantly shorten your lead time.
Key Takeaway: Avoiding undercuts keeps the mold “straight-pull,” which is the most cost-effective design possible.
| Feature | Tooling Complexity | Cycle Time Impact | |
|---|---|---|---|
| Straight-Pull | Low | Minimal | |
| Side Action | Medium | Moderate | |
| Hand-Load | Low | High |
Eliminating undercuts is one of the fastest ways to simplify your mold and reduce labor.
Can simple features lower the injection molding price?
Eliminating non-essential aesthetic elements and standardizing features directly lowers the total injection molding price . Features like company logos, textured surfaces, and molded part numbers add machining time to the mold. While they look professional, they are not always mission-critical for every application.
Streamlining Your Design
Let’s look closer. Using mill-friendly fonts and standardizing depths can make these features easier to machine if they are required.
- San-Serif Fonts: These are much easier for CNC bits to carve.
- Feature Depth: Keeping engraving shallow (0.010″) reduces tool wear.
- Aesthetics: High-polish areas should be limited to visible surfaces only.
The bottom line is simple. You should only pay for the features that provide actual value to your end-user. Many companies find that professional mold making expertise helps identify which features are truly necessary.
Key Takeaway: Standardizing internal and external features reduces the hours required to finish the mold.
| Feature Type | Cost Necessity | Modification Ease | |
|---|---|---|---|
| Logos | Optional | Moderate | |
| Part Numbers | Required (usually) | Easy | |
| Custom Texture | Optional | Difficult |
Simplifying your design ensures that every dollar spent contributes to the part’s performance.
Does a core cavity design reduce injection molding price?
A core cavity approach reduces costs by simplifying the machining of deep ribs and tall walls. When you design a box-like part, the injection molding price is affected by how the walls are formed in the tool. Machining deep, thin slots into a mold base is expensive and difficult, whereas a core cavity approach builds the part around a protruding block.
Improving Mold Performance
The best part? This method improves venting and ejection, which can lead to higher quality parts.
- Venting: Air escapes more easily around a core.
- Draft Angles: You can often use shallower draft with this approach.
- Surface Finish: It is easier to polish a protruding core than a deep cavity.
Think about it. Better ejection means fewer scrapped parts during the production run.
Key Takeaway: Core cavity designs simplify mold fabrication and improve the long-term reliability of the tool.
| Design Method | Machining Difficulty | Ejection Reliability | |
|---|---|---|---|
| Deep Cavity | High | Lower | |
| Core Cavity | Low | Higher |
This structural choice is a cornerstone of smart engineering for cost reduction.
How do cosmetic finishes affect injection molding price?
High-grade cosmetic finishes increase the injection molding price because they require extensive manual labor and specialized polishing techniques. While a “mirror finish” looks incredible on consumer electronics, it demands hours of hand-buffing with diamond compounds. For industrial parts, an “as-machined” finish is often sufficient and significantly cheaper.
Surface Treatment Options
The reality is, most projects benefit from a “targeted” polishing strategy. You can specify high-polish for visible areas while leaving internal surfaces in a lower-cost state.
- SPI-A2: Mirror finish using diamond buffing (most expensive).
- PM-F0: As-machined finish showing tool paths (least expensive).
- Bead Blasting: Provides a uniform matte look and hides imperfections.
Don’t forget. Different industries have very different standards for what constitutes an acceptable finish.
Key Takeaway: Reducing cosmetic requirements on non-visible surfaces can save thousands in tooling labor.
| Finish Grade | Labor Required | Visual Appeal | |
|---|---|---|---|
| SPI-A2 | Extremely High | Exceptional | |
| Bead Blast | Medium | Professional | |
| As-Machined | Low | Functional |
Limiting high-end finishes to critical zones is a strategic way to manage your budget.
Can self-mating parts cut the injection molding price?
Designing universal interlocking halves allows you to use a single mold for both sides of an assembly, effectively halving the injection molding price. Instead of building a “left” mold and a “right” mold, you create one “universal” part that snaps into itself. This consolidated approach is common in housings for electronics and medical devices.
Doubling Production Efficiency
The best part? You only have to maintain one tool, which reduces your long-term storage and repair costs.
- Single Tooling: One mold produces both halves of the final product.
- Inventory Control: You only need to track one part number.
- Higher Volume: Because you are molding more of one part, you reach volume discounts faster.
Wait, there’s more. This strategy also ensures that the colors and textures of both halves match perfectly every time.
Key Takeaway: Universal parts reduce the upfront tooling investment by up to 50% for symmetric assemblies.
| Strategy | Tool Count | Inventory Complexity | |
|---|---|---|---|
| Mating Pairs | 2 | High | |
| Self-Mating | 1 | Low |
Consolidating your parts into a single design is the ultimate efficiency move.
Do mold modifications change the injection molding price?
Strategic mold modifications can change the injection molding price by allowing you to iterate on a “metal-safe” design without building entirely new tools. A “metal-safe” design is one where you start with the smallest possible part dimensions. It is always easier to remove steel from a mold to add plastic to a part than it is to add steel back.
Iterative Design Planning
Think about it. You can test a functional prototype and then refine the features on the same tool.
- Metal-Safe: Always start with thinner walls or smaller bosses.
- Re-machining: Updating an existing tool is cheaper than starting over.
- Iterative Cycles: Plan for 1-2 small updates during the development phase.
The truth is, this approach protects your budget from the risks of unexpected design changes.
Key Takeaway: Planning for “metal-safe” modifications allows for cost-effective design iterations on a single tool.
| Modification Type | Feasibility | Cost | |
|---|---|---|---|
| Removing Steel | High | Low | |
| Adding Steel | Low | Extremely High |
Building flexibility into your initial tool design prevents expensive “starts-from-scratch.”
How does DFM analysis optimize injection molding price?
Design for Manufacturability (DFM) analysis optimizes the injection molding price by identifying potential production failures before the first piece of steel is cut. This technical review highlights issues like insufficient draft, uneven wall thickness, or poor gate placement. By correcting these errors in the CAD stage, you avoid the massive costs of mold rework.
Validating Your Concept
The best part? Professional manufacturers often provide this service to ensure project success.
- Draft Analysis: Ensures parts will actually eject from the mold.
- Wall Thickness: Prevents sink marks and warping in the final parts.
- Gate Placement: Optimizes plastic flow and hides cosmetic blemishes.
Let’s look at a case study where early DFM saved a client 20% on total production costs.
Key Takeaway: DFM is the most powerful tool for “de-risking” your injection molding investment.
| DFM Check | Risk Prevented | Impact on Price | |
|---|---|---|---|
| Wall Thickness | Warping/Sink | Lowers Scrap | |
| Draft Angle | Ejection Failure | Lowers Rework | |
| Gate Location | Cosmetic Defects | Lowers Finishing |
Catching errors on a screen is infinitely cheaper than catching them on the factory floor.
Will multi-cavity tools lower injection molding price?
Multi-cavity and family molds lower the injection molding price per part by increasing the output of every machine cycle. While the initial cost of a multi-cavity mold is higher, the labor and machine time required to produce each part drop significantly. This is essential for any project scaling toward mass production.
Scaling for High Volume
Wait, there’s more. Family molds allow you to produce different parts of the same set in a single shot.
- Increased Throughput: 4-cavity molds produce 4x the parts in the same time.
- Labor Efficiency: One operator manages a much higher output of finished goods.
- Balanced Cavitation: Ensures all parts in the mold fill at the same rate.
Think about it. If you need 100,000 parts, a single-cavity mold will cost you more in the long run.
Key Takeaway: Multi-cavity tools require a higher upfront investment but deliver the lowest total cost of ownership.
| Tool Type | Initial Price | Price Per Part | |
|---|---|---|---|
| Single-Cavity | Lower | Higher | |
| Multi-Cavity | Higher | Lower |
Choosing the right cavitation is a balance between your current budget and your volume projections.
How does production scale impact injection molding price?
Increasing production scale lowers the injection molding price-per-piece because the initial tooling investment is amortized over a much larger number of units. For prototyping, you might use aluminum tooling which is fast and cheap but has a shorter lifespan. For mass production, you invest in hardened steel that can produce millions of parts reliably.
Choosing the Right Production Tier
The truth is, your choice between “on-demand” and “full-scale” production should be driven by your annual forecast.
- Prototyping: Best for quantities under 2,000 where speed is king.
- On-Demand: Ideal for 2,000 to 10,000 parts with bridge tooling.
- Mass Production: Required for 10,000+ parts using high-grade steel.
Let’s be clear. A higher upfront tool price is an investment in a lower per-part cost for the next several years.
Key Takeaway: Matching your tooling material to your production volume is critical for ROI.
| Volume Tier | Best Tool Material | Cost Strategy | |
|---|---|---|---|
| <2,000 | Aluminum | Low Tooling Cost | |
| 10,000+ | Hardened Steel | Low Piece Cost |
Correctly assessing your scale ensures you don’t over-buy or under-buy your manufacturing capacity.

FAQ
Can I use the same mold for different materials? Yes, but you must account for different “shrink rates.” Some plastics shrink more than others, which can pull your part out of tolerance if the mold wasn’t designed for that specific resin.
What’s the best way to reduce my initial quote? Eliminate undercuts and reduce cosmetic requirements. Moving to a “straight-pull” design with an as-machined finish is the most effective way to drop the price instantly.
Can I add features to my mold after it’s built? Yes, provided you are “adding plastic” (removing metal). This is known as a metal-safe modification and is a standard way to iterate on designs without buying a new mold.
How long does a typical injection mold last? It depends on the material. Aluminum tools may last for 2,000 to 10,000 cycles, while hardened steel production molds can easily exceed 1 million cycles with proper maintenance.
What’s the difference between a family mold and a multi-cavity mold? A multi-cavity mold produces multiple copies of the same part. A family mold produces multiple different parts that are typically part of the same assembly.
Conclusion
Understanding injection mold costs is about balancing upfront tooling investment against long-term production efficiency. At CN Precision, we specialize in helping our clients navigate these complexities through transparent DFM analysis and expert engineering support. Whether you are launching a medical device or an automotive component, our goal is to eliminate “hidden costs” and provide a clear path to high-quality parts. We stand by a commitment to European and US quality standards, ensuring your project meets every specification on the first run. To see how we can optimize your project’s budget and performance, contact us today for a technical consultation.