Choosing the right multi-material process for your project depends on whether you are encapsulating a pre-formed component or layering polymers to enhance ergonomics and functionality. Deciding between insert molding vs overmolding often presents a significant challenge for procurement teams and product designers who must balance structural integrity with manufacturing speed. When you choose the wrong method, you risk incurring excessive secondary assembly costs, facing premature part failure due to weak mechanical bonds, and wasting thousands of dollars on inefficient tooling designs that don’t scale. This comprehensive guide serves as your strategic roadmap, detailing exactly how to leverage these high-precision injection molding techniques to streamline your production and dominate your market.
How do you define insert molding vs overmolding for B2B?
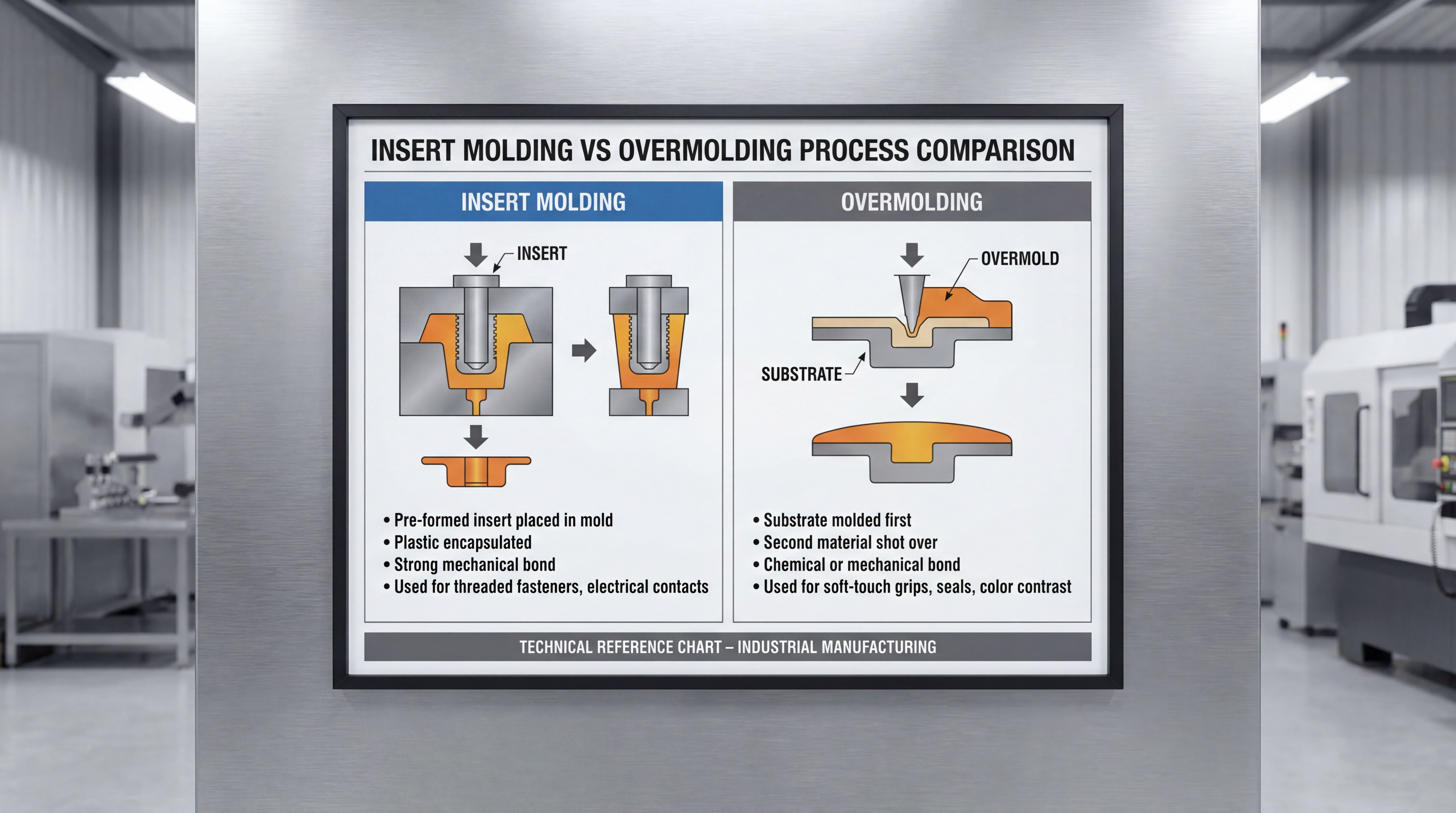
The primary difference lies in whether you are molding plastic around a discrete, pre-manufactured part or injecting a second material over a primary plastic substrate during the molding cycle. Understanding insert molding vs overmolding is essential for engineers who need to integrate metal reinforcements or soft-touch grips into their product designs without using adhesives.
Here is the deal: Both processes fall under the umbrella of multi-material injection molding but solve very different engineering problems. While one focuses on the integration of disparate materials like metal and plastic, the other focuses on the marriage of two polymers to create a single, unified component.
What is the core mechanism of insert molding?
This process involves placing a component—usually a metal threaded nut, pin, or blade—directly into the mold cavity before the resin is injected. Once the molten plastic flows around the insert and cools, it creates a permanent, high-strength bond that eliminates the need for post-molding fasteners.
- Precise placement of metal inserts.
- Single-shot resin injection.
- Permanent mechanical encapsulation.
- Elimination of secondary assembly.
How does overmolding differ in its execution?
Overmolding, or multi-shot molding, uses a two-stage process where a rigid plastic substrate is molded first, followed by a second “shot” of a different material, typically a softer elastomer. This creates a layered effect that is perfect for seals, grips, and aesthetic enhancements.
Look at it this way: You aren’t just adding a part; you are fusing two materials at a molecular or mechanical level to improve the user experience. This method is the gold standard for high-volume consumer and industrial tools.
| Feature | Insert Molding | Overmolding | |
|---|---|---|---|
| Material Base | Typically Metal + Plastic | Typically Plastic + Plastic (TPE/TPU) | |
| Stages | Single Injection Shot | Two or More Injection Shots | |
| Primary Goal | Structural Integration | Ergonomics and Sealing | |
| Tooling | Standard Injection Mold | Multi-Shot or Transfer Mold |
The fundamental choice between these methods hinges on whether your design requires the high pull-out resistance of metal or the tactile benefits of layered polymers.
Key Takeaway: By correctly identifying the functional requirements of your part early in the design phase, you can select the process that maximizes durability while minimizing the complexity of your supply chain.
Can insert molding vs overmolding reduce your assembly costs?
Yes, both processes are specifically designed to eliminate the labor-intensive secondary operations that traditionally drive up the total cost of ownership for complex assemblies. When analyzing insert molding vs overmolding , you must look beyond the initial tooling price to see the long-term savings in labor and quality control.
But wait: The savings only manifest if your production volume justifies the initial engineering investment required for specialized molds. If you are producing millions of units, the elimination of a single manual assembly step can save your organization hundreds of thousands of dollars annually.
How does insert molding remove secondary steps?
In traditional manufacturing, you might mold a plastic housing and then hire workers to heat-stake or ultrasonic-weld metal nuts into the part. With this integrated approach, the “assembly” happens inside the mold, ensuring perfect alignment and reducing the risk of human error or part damage.
- Integrated fastener placement.
- Automated robotic loading.
- Reduced part count in BOM.
- Lower risk of assembly defects.
Is overmolding more cost-effective for large runs?
While the tooling for a two-shot overmolding process is significantly more expensive than a standard mold, it pays for itself by producing a finished part in a single automated cycle. You avoid the costs associated with gluing, priming, or mechanically fastening different sections of a product together.
Here is the deal: The speed of an automated overmolding cell is unmatched for high-speed production lines. You move from raw pellets to a finished, multi-colored, multi-material part without a single human touchpoint between stages.
| Cost Driver | Insert Molding Impact | Overmolding Impact | |
|---|---|---|---|
| Labor | Reduced (No manual fastening) | Minimized (Full automation) | |
| Tooling | Moderate Investment | High Initial Investment | |
| Cycle Time | Standard to Fast | Longer (Two-stage process) | |
| Scrap Rate | Lower (Controlled placement) | Variable (Bonding complexity) |
Analyzing the total lifecycle cost reveals that while overmolding has a higher entry barrier, its ability to produce complex, ready-to-use parts offers superior ROI at scale.
Key Takeaway: Choosing these processes allows you to shift your budget from variable labor costs to fixed tooling assets, resulting in a more predictable and scalable manufacturing model.
Which is better, insert molding vs overmolding for metal parts?
Insert molding is the undisputed champion when your design requires the strength of metal coupled with the lightweight versatility of plastic. Comparing insert molding vs overmolding in this context reveals that metal-to-plastic integration is almost exclusively the domain of the insert process due to its mechanical encapsulation properties.
Look at it this way: You wouldn’t try to “overmold” a heavy brass bushing onto a thin plastic wall; you would place that bushing into the mold so the plastic flows into its knurls and grooves. This creates a bond that is virtually impossible to break without destroying the part itself.
Why use metal inserts for threaded fasteners?
Plastic threads are notorious for stripping under high torque or repeated use, which is why industrial components rely on metal inserts. By molding these fasteners directly into the part, you achieve the pull-out resistance of a solid metal component with the weight savings of a polymer housing.
- High torque resistance.
- Reliable repeated assembly.
- Precision thread alignment.
- Enhanced structural rigidity.
Can overmolding handle metal components at all?
While technically possible, overmolding a soft plastic onto a metal substrate is usually referred to as “coating” or is a specific subset of insert molding. The term overmolding is generally reserved for layering a flexible polymer over a rigid plastic core, rather than metal.
But wait: If you need a soft grip on a metal handle, the process actually involves two steps: first molding a plastic sleeve onto the metal (insert molding), and then overmolding the elastomer onto that sleeve.
| Performance Metric | Insert Molding (Metal) | Overmolding (Plastic) | |
|---|---|---|---|
| Pull-out Strength | Exceptionally High | Moderate (Material dependent) | |
| Torque Limit | Industry Standard | Low | |
| Electrical Path | Direct Metal Contact | Insulated | |
| Weight Impact | Higher (Due to metal) | Minimal |
Metal inserts provide the localized mechanical properties that plastics simply cannot achieve, making them vital for heavy-duty industrial applications.
Key Takeaway: For any application requiring high mechanical stress, electrical conductivity, or repeated fastening, insert molding is the technically superior and more reliable choice.
Does insert molding vs overmolding affect part durability?
The durability of your final product depends heavily on the bonding method used, and the choice of insert molding vs overmolding dictates whether that bond is purely mechanical or chemical. In harsh environments, the failure of a bond between two materials is the most common cause of product returns and warranty claims.
Here is the deal: If your materials are not chemically compatible, they will eventually delaminate under thermal stress or vibration. Engineers must carefully select resins and elastomers that are designed to cross-link during the second shot of the molding process.
How does mechanical interlocking ensure longevity?
In many cases, especially with metal inserts, we rely on “undercuts,” knurling, or holes to create a physical lock between the materials. This ensures that even if the chemical adhesion is weak, the part remains structurally sound because the plastic is physically wrapped around the insert’s geometry.
- Knurled surfaces for grip.
- Through-holes for resin flow.
- Tapered profiles to prevent pull-out.
- Ribbing for lateral stability.
What causes delamination in overmolded parts?
Delamination occurs when the soft overmold peels away from the rigid substrate, often due to oil contamination, improper melt temperatures, or material mismatch. To prevent this, manufacturers often use “mechanical interlocks” alongside chemical bonding to double the part’s resistance to peeling.
But wait: The chemical bond is only as strong as the surface preparation of the first substrate. If the substrate cools too much or becomes dusty before the second shot, the two materials will never truly fuse together.
| Durability Factor | Insert Molding Bond | Overmolding Bond | |
|---|---|---|---|
| Primary Bond Type | Mechanical (Physical Lock) | Chemical (Molecular Fusion) | |
| Vibration Resistance | High (Rigid Lock) | Excellent (Damping effect) | |
| Thermal Expansion | Risk of Stress Cracks | Usually Matched Polymers | |
| Environmental Seal | Requires O-rings | Integrated Waterproofing |
The long-term reliability of a multi-material part is fundamentally a chemistry problem that must be solved during the material selection phase.
Key Takeaway: To ensure maximum durability, always combine chemical bonding with mechanical interlocks, regardless of whether you are using insert or overmolding techniques.
How should engineers compare insert molding vs overmolding speeds?
Cycle time is the heartbeat of manufacturing profitability, and comparing insert molding vs overmolding speeds reveals a trade-off between single-shot simplicity and multi-shot complexity. Generally, insert molding is perceived as faster because it involves only one injection cycle, but the reality depends on how the inserts are loaded.
Look at it this way: If a human operator has to manually place four tiny brass nuts into a mold every 30 seconds, the “speed” of the machine is irrelevant compared to the bottleneck of human dexterity. Automation is the key to unlocking the true speed potential of both processes.
Is insert molding faster for low-volume production?
For smaller runs, insert molding is almost always faster to set up because it uses standard injection molding machines and simpler tooling. You don’t need the complex rotating platens or secondary injection units required for high-volume, two-shot overmolding.
- Faster tool lead times.
- Simpler machine setup.
- Flexible for small batches.
- Rapid prototyping capability.
When does overmolding overtake insert molding in efficiency?
Once you move into high-volume production, a dedicated two-shot molding machine can produce finished, overmolded parts faster than any other method. The machine handles the transfer of the part from the first cavity to the second automatically, ensuring consistent cycle times that never deviate.
But wait: The “transfer” time in overmolding—where the mold rotates or a robot moves the part—is often faster than the time it takes to load inserts into a mold. For very complex parts with multiple overmolded areas, the automation of two-shot molding is unbeatable.
| Speed Variable | Insert Molding | Overmolding (2-Shot) | |
|---|---|---|---|
| Setup Time | Fast | Slow/Complex | |
| Cavity Loading | Manual or Robotic | Internal Automated | |
| Total Cycle Time | 20 – 45 Seconds | 40 – 90 Seconds | |
| Production Scaling | Linear | Exponential Efficiency |
High-speed production environments favor overmolding due to its fully integrated nature, whereas insert molding offers better agility for diverse part designs.
Key Takeaway: Evaluate your total production volume; choose insert molding for flexibility and lower setup costs, or invest in overmolding for the highest possible throughput.
When should you choose insert molding vs overmolding for aesthetics?
If your product needs to look premium and feel comfortable in a user’s hand, the debate of insert molding vs overmolding usually leans heavily toward the latter. Overmolding allows you to create multi-color designs and soft-touch textures that are impossible to achieve with standard single-shot molding.
Here is the deal: In the consumer electronics and medical device markets, “feel” is a functional requirement. A handheld surgical tool that slips when wet is a failure, and overmolding a high-friction elastomer is the most reliable way to solve that problem while looking professional.
How does overmolding improve brand perception?
By using different colors for the substrate and the overmold, you can highlight brand logos, functional buttons, or safety warnings directly in the material. This creates a permanent, high-quality look that won’t rub off like pad printing or stickers.
- Soft-touch “velvet” finishes.
- Vibrant multi-color branding.
- Seamless material transitions.
- Concealed parting lines.
Does insert molding offer any aesthetic advantages?
Insert molding is less about “beauty” and more about “sleek integration.” It allows you to have exposed metal features, like a decorative stainless steel bezel or a functional brass dial, that are perfectly flush with the plastic surface.
Look at it this way: Think of the high-end dashboard of a luxury car. The perfect integration of a chrome-plated insert into a leather-textured plastic panel is a masterclass in the aesthetic potential of insert molding.
| Aesthetic Feature | Insert Molding Potential | Overmolding Potential | |
|---|---|---|---|
| Color Contrast | Limited to Insert Color | Unlimited Resin Options | |
| Tactile Feel | Rigid/Hard | Soft/Grippy/Ergonomic | |
| Branding | Engraved Inserts | Molded-in 3D Logos | |
| Surface Finish | High-Gloss/Metallic | Matte/Textured/Rubberized |

While overmolding creates the “human” touch, insert molding provides the “industrial” precision that defines high-quality hardware.
Key Takeaway: Use overmolding to define the ergonomics and visual identity of your product, while reserving insert molding for functional accents and structural highlights.
Why is insert molding vs overmolding critical for medical devices?
In the medical sector, the choice between insert molding vs overmolding is often a matter of patient safety and regulatory compliance. Components must be able to withstand repeated sterilization cycles without harboring bacteria or delaminating, making the integrity of the material bond a life-or-death specification.
But wait: Medical grade elastomers used in overmolding must be biocompatible and resistant to harsh chemical cleaners. If an overmolded grip on a scalpel begins to peel, it creates a crevice where pathogens can grow, which is why mechanical interlocks are mandatory in this industry.
How is insert molding used in surgical instruments?
Surgeons need tools that combine the precision of a stainless steel blade with the ergonomic handle of a lightweight polymer. Insert molding allows the blade to be permanently anchored into the handle, ensuring it never wobbles or detaches during a critical procedure.
- Stainless steel tool integration.
- Sterilization-resistant bonds.
- Lightweight ergonomic handles.
- High-precision needle hubs.
Why is overmolding preferred for patient-facing devices?
Devices like CPAP masks, handheld monitors, and diagnostic tools use overmolding to create soft seals against the skin or to protect sensitive electronics from being dropped. The vibration damping properties of TPE overmolds are essential for protecting internal sensors in portable medical gear.
Here is the deal: The goal is to make the technology “disappear” for the patient. A soft, overmolded edge on a diagnostic device makes it feel less like a cold machine and more like a consumer-friendly health tool.
| Medical Requirement | Insert Molding Role | Overmolding Role | |
|---|---|---|---|
| Sterilization | Withstands Autoclave | Requires Specific Resins | |
| Biocompatibility | Metal/Resin Focus | Elastomer Focus | |
| Ergonomics | Balanced Tool Weight | Comfort and Non-slip | |
| Hygiene | Seamless Integration | Eliminates Gaps/Cracks |
The medical industry relies on the seamless nature of these processes to eliminate the “dead zones” where bacteria usually collect in traditional assemblies.
Key Takeaway: For medical applications, the primary focus must be on bond integrity and material certification to ensure the device remains safe and functional throughout its service life.
Does insert molding vs overmolding require different tooling types?
The engineering of the mold itself is where insert molding vs overmolding diverge most significantly in terms of complexity and cost. Insert molding typically uses “standard” molds with modified cavity designs to hold the inserts, whereas overmolding often requires sophisticated multi-shot technology.
Look at it this way: An overmolding tool is essentially two molds in one. It must have complex moving parts, such as sliding cores or a rotating center section, to allow the part to stay in the mold while the second material is injected.
What makes an overmolding tool so expensive?
A “two-shot” mold requires two separate hot runner systems and two different injection units on the machine. The precision required to seal the second material against the first substrate without causing “flash” (excess plastic) is incredibly high, requiring master-level mold making.
- Rotating platen mechanisms.
- Dual injection unit compatibility.
- Complex cooling circuit design.
- High-precision shut-off surfaces.
Are insert molds simpler to maintain?
Because they don’t have as many moving internal components as a multi-shot tool, insert molds are generally easier to maintain and have a longer service life. However, they must be designed with “insert holders” or magnetic seats to ensure the insert doesn’t move when the high-pressure resin enters the cavity.
But wait: If an insert is not perfectly seated, it can crush the mold steel when the press closes. This makes sensor-based monitoring and high-quality “mold protection” settings essential for any insert molding operation.
| Tooling Aspect | Insert Mold | Overmolding Mold (2-Shot) | |
|---|---|---|---|
| Design Complexity | Moderate | Very High | |
| Initial Cost | 5,000−30,000+ | 20,000−100,000+ | |
| Maintenance | Low to Moderate | High/Specialized | |
| Lead Time | 4 – 6 Weeks | 8 – 12 Weeks |
Investing in high-quality tooling from the start is the only way to avoid the nightmare of flashing and part delamination in multi-material molding.
Key Takeaway: Don’t let the lower cost of insert molding fool you; if you have a high-volume part, the extra investment in a two-shot overmolding tool will pay for itself in reduced labor and higher quality.
How does material compatibility affect insert molding vs overmolding?
The success of your project depends on the “shrinkage” and “adhesion” profiles of your materials, and the rules change depending on whether you are looking at insert molding vs overmolding. If the coefficient of thermal expansion for your metal insert is vastly different from your plastic resin, the part will crack as it cools.
Here is the deal: Material science is the foundation of multi-material molding. You cannot simply pick any two materials and expect them to stick. You must consult compatibility charts to ensure that the chemical bond will hold under real-world stress.
Why do some plastics refuse to bond?
Polarity and melting points are the gatekeepers of adhesion. If you try to overmold a soft TPE onto a Polypropylene substrate, they will likely bond well because they are chemically similar. However, trying to overmold onto a Nylon substrate requires a specific, “Nylon-bondable” TPE grade to ensure success.
- Chemical polarity matching.
- Overlapping melt temperatures.
- Similar shrink rates.
- Additive compatibility.
How do you manage metal-to-plastic stress?
Metal doesn’t shrink as it cools, but plastic does. This means that as the plastic flows around a metal insert and cools, it “grips” the insert tighter. If the plastic shrinks too much, it creates internal stress that leads to “crazing” or cracking around the insert’s edges.
Look at it this way: Think of the plastic like a shrinking sleeve. You want it to be tight enough to hold the insert, but not so tight that it shatters itself. Choosing low-shrinkage resins like glass-filled Nylon or PC/ABS is common in insert molding to mitigate this risk.
| Material Pair | Compatibility | Best Process | |
|---|---|---|---|
| Steel + Glass-Filled Nylon | Excellent (Mechanical) | Insert Molding | |
| ABS + TPU | Excellent (Chemical) | Overmolding | |
| Polypropylene + TPE | Excellent (Chemical) | Overmolding | |
| Brass + Polycarbonate | Moderate (Watch for Stress) | Insert Molding |

Achieving a perfect bond is a balance of temperature control, material chemistry, and part geometry.
Key Takeaway: Never finalize a material selection without verifying the bonding compatibility with your manufacturer’s engineering team to avoid catastrophic field failures.
What is the final verdict on insert molding vs overmolding ROI?
Determining the ultimate return on investment between insert molding vs overmolding requires a holistic view of your product’s lifecycle, from the first prototype to the final warranty expiration. The “cheapest” process at the RFQ stage is often the most expensive once you factor in assembly defects and field replacements.
But wait: The highest ROI comes from matching the process to the specific functional need. Using a complex overmolding process for a part that could have used a simple metal insert is over-engineering; conversely, using inserts where overmolding is needed results in a “cheap” feeling product that fails in the market.
When does insert molding provide the best ROI?
Insert molding wins on ROI when you need structural performance and moderate production volumes. It is the most efficient way to gain the benefits of metal reinforcement without the astronomical tooling costs associated with high-end multi-shot automation.
- Low tooling barrier to entry.
- High structural reliability.
- Proven industrial standard.
- Scalable with basic robotics.
Is overmolding the king of long-term profitability?
For massive production runs of consumer-facing products, overmolding is the clear winner. The ability to produce a finished, branded, ergonomic part every 60 seconds with zero human labor creates a competitive advantage that competitors using traditional assembly can never match.
Here is the deal: In the modern B2B landscape, speed-to-market and part quality are the primary drivers of profit. Overmolding delivers both by compressing the supply chain into a single, highly controlled manufacturing step.
| ROI Component | Insert Molding | Overmolding | |
|---|---|---|---|
| Direct Labor Cost | Low | Ultra-Low | |
| Quality Control | High Consistency | Perfection (Automated) | |
| Market Appeal | Industrial/Functional | Premium/User-Centric | |
| Scalability | High | Maximum |
The decision should ultimately be driven by your brand’s promise: if you sell on “durability,” use insert molding; if you sell on “experience,” use overmolding.
Key Takeaway: Calculate your Total Cost of Ownership by including labor, assembly time, and potential defect rates; usually, the more integrated the process, the higher the long-term ROI for your company.
Selecting the ideal manufacturing path is not just about choosing a machine; it is about engineering a solution that solves your assembly bottlenecks and enhances your product’s value. Whether you require the rugged reliability of metal inserts or the sophisticated touch of multi-polymer layering, our team is dedicated to helping you navigate these complex decisions with precision and speed. We believe that world-class manufacturing is the bridge between a visionary design and a market-leading product. Our commitment to IATF 16949 standards ensures that every component we produce—be it a safety-critical automotive part or a high-precision medical instrument—meets the highest global benchmarks for quality and consistency. Let us help you transform your manufacturing challenges into your greatest competitive advantages. To start optimizing your next multi-material project and receive a detailed DFM analysis from our expert engineering team, contact us today and experience the difference that true manufacturing partnership can make for your business.
Frequently Asked Questions
Can I overmold a soft material directly onto a metal part?It depends. While you can certainly mold an elastomer around a metal component, this is technically considered a form of “insert molding” where the metal is the insert and the soft plastic is the encapsulation material. It requires careful consideration of mechanical interlocks since chemical bonding between metal and rubber/TPE is often weak without specialized primers.
What is the best way to ensure a waterproof seal between two materials?Yes. Overmolding is the industry standard for creating “integrated gaskets” or seals. By molding a soft elastomer directly onto a rigid plastic frame, you create a seamless, gap-free transition that is inherently more waterproof than a separate O-ring or glued-on seal.
Can I use insert molding for delicate electronic circuit boards?Yes. This is a common practice for creating ruggedized sensors or USB drives. However, you must use low-pressure injection molding techniques to ensure that the molten plastic doesn’t crush the electronic components or displace the sensitive wiring during the injection cycle.
How do I know if my two chosen plastics will bond chemically?It depends. You must consult a material compatibility matrix provided by resin suppliers. Generally, materials with similar chemical structures (like ABS and PC) bond well, while others (like Polyethylene and Nylon) require specific “compatibilizers” or mechanical interlocks to stay joined.
Is it possible to achieve multi-color designs using insert molding?No. Insert molding is generally used for adding non-plastic components to a part. To achieve multiple colors in a single plastic component, you must use either overmolding (multi-shot) or a secondary painting/printing process, as the single-shot nature of insert molding typically uses only one resin color.