Two-shot molding uses a single, integrated machine cycle to combine materials, while overmolding relies on a two-step process to add a second layer to a pre-molded substrate. Many manufacturers face rising costs and quality issues when using manual assembly for multi-material components. These inefficiencies often lead to inconsistent bond strength and higher rejection rates during final inspection. By implementing advanced two shot injection molding , you can eliminate secondary handling and produce high-performance parts with superior precision.
What exactly is two shot injection molding?
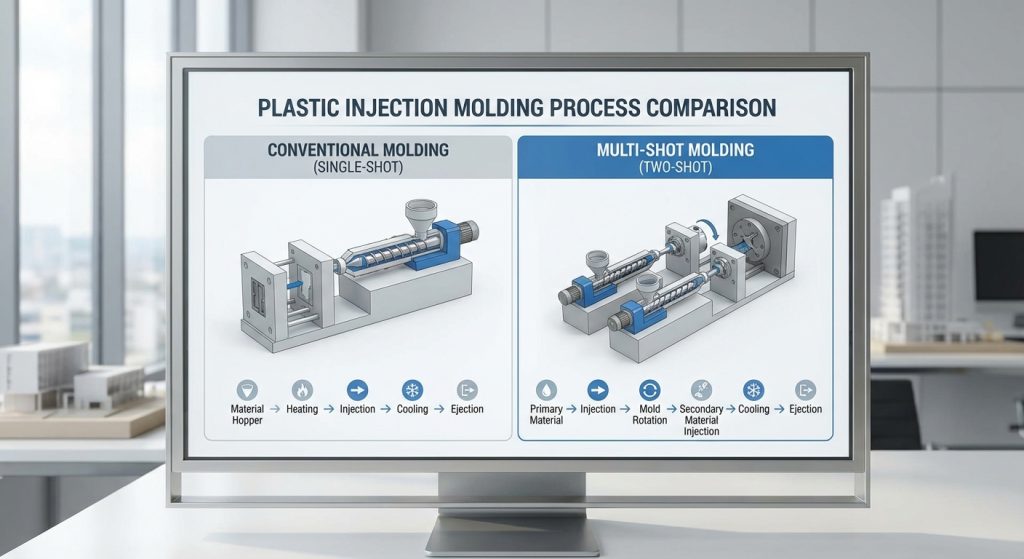
The process of two shot injection molding is an automated manufacturing method that injects two different resins into a single mold within one continuous cycle. This technique requires specialized machinery equipped with dual injection units and a rotating platen or index system. It allows for the creation of complex, multi-material parts without ever removing the substrate from the tool.
Understanding the automated cycle
Think about it: The first material forms the base substrate, which is then moved to a second cavity for the final injection. This sequence ensures that the materials fuse while still hot, creating a bond that is often stronger than the resins themselves. Automation removes the variable of human error associated with part transfers.
- Sequential resin injection
- Rotary platen movement
- In-mold chemical bonding
- Zero manual part handling
Key Takeaway: Two-shot molding is a fully automated, one-step process that utilizes specialized dual-barrel machines to create permanent bonds between different plastics.
| Process Element | Description | |
|---|---|---|
| Automation | Fully integrated single-cycle | |
| Tooling | Complex dual-cavity molds | |
| Bonding | Molecular thermal fusion |
Analysis: This method represents the peak of manufacturing efficiency for high-volume parts requiring tight tolerances and aesthetic perfection.

How does two shot injection molding differ from overmolding?
The primary difference is that two shot injection molding occurs in one automated machine cycle, whereas overmolding requires placing a pre-formed part into a second mold. Overmolding is a two-step process where the substrate is molded first, allowed to cool, and then moved to another station. This often introduces manual labor and potential contamination between the two manufacturing stages.
Comparing the production workflows
But here is the kicker: Overmolding can be performed on standard injection molding machines, making it more accessible for low-volume runs or prototyping. However, the requirement for manual part loading significantly slows down the cycle time compared to the rotary transfer of the 2K process. You must weigh the simplicity of the equipment against the increased labor costs.
- Standard vs. specialized machinery
- Manual vs. robotic part transfer
- Delayed vs. immediate bonding
- Lower vs. higher initial tooling cost
Key Takeaway: While overmolding offers lower equipment entry costs, it cannot match the speed and consistency of the synchronized two-shot cycle.
| Feature | Two-Shot Molding | Overmolding | |
|---|---|---|---|
| Step Count | Single machine cycle | Two separate steps | |
| Transfer | Automated rotary platen | Manual or pick-and-place | |
| Machinery | 2K specialized units | Standard molding machines |
Analysis: Choosing between these depends on your annual volume; overmolding suits low runs, while two-shot is the winner for high-scale production.
What are the primary two shot injection molding benefits?
Reduced assembly costs and virtually perfect part alignment are the standout advantages of two shot injection molding . Because the part stays in the mold, you eliminate the “stack-up” of tolerances that occurs when assembling two separate components. This results in a more reliable product that can withstand rigorous use without delamination.
Improving functional performance
You see: This process is ideal for creating airtight seals and vibration-resistant grips that feel premium to the end user. By combining rigid resins with soft-touch elastomers, you enhance both the ergonomics and the durability of your product. It effectively turns multiple parts into a single, cohesive unit.
- Airtight and watertight seals
- Superior aesthetic transitions
- Vibration and noise dampening
- Enhanced ergonomic grips
Key Takeaway: The benefits center on superior quality through automated precision, resulting in durable parts with integrated functional features.
| Benefit Category | Impact on Final Product | |
|---|---|---|
| Precision | +/- 0.01mm alignment accuracy | |
| Durability | No risk of part separation | |
| Labor | Zero post-molding assembly needed |
Analysis: The ROI on these benefits is most apparent in products where failure is not an option, such as medical devices or automotive seals.
Are there any two shot injection molding disadvantages?
The main drawbacks of two shot injection molding include high initial tooling costs and the need for specialized, expensive molding machinery. Molds for this process are significantly more complex than standard tools because they must accommodate moving parts and secondary cooling lines. This complexity typically results in longer lead times for tool fabrication and testing.
Evaluating the financial barriers
Let’s face it: Startups and low-volume projects often find the “upfront tax” of 2K tooling to be cost-prohibitive. Furthermore, if the design changes, modifying a two-shot mold is much more difficult and expensive than adjusting a standard tool. You need a stable design and a high-volume forecast to justify this investment.
- High capital expenditure (CapEx)
- Complex mold maintenance
- Extended tooling lead times
- Design inflexibility after mold cut
Key Takeaway: High entry costs and tooling complexity are the primary trade-offs for the efficiency gained during mass production.
| Disadvantage | Mitigation Strategy | |
|---|---|---|
| Tooling Cost | Amortize over 100k+ units | |
| Complexity | Rigorous DFM analysis phase | |
| Lead Time | Plan for 12-16 week mold builds |
Analysis: If your production run is small, these disadvantages often make overmolding the more logical financial choice for your project.
Which industries use two shot injection molding most?
Medical, automotive, and consumer electronics industries are the heaviest users of two shot injection molding for their critical components. These sectors require parts that offer both structural strength and specialized surface properties, such as non-slip grips or transparent windows. The high production volumes in these markets make the efficiency of the 2K process highly lucrative.
Real-world industrial applications
It’s simple: Modern cars use this technology for backlit dashboard buttons where the icon is molded directly into the structure. In the medical field, it creates surgical tool handles that are easy to sterilize because they have no seams or gaps for bacteria. You likely interact with dozens of these parts every single day.
- Medical surgical tool handles
- Automotive interior knobs
- Electronic toothbrush grips
- Transparent housing windows
Key Takeaway: Industries that prioritize hygiene, ergonomics, and high-volume consistency rely on two-shot molding as their primary manufacturing standard.
| Industry | Common Application | Material Combination | |
|---|---|---|---|
| Medical | Surgical Grips | Polycarbonate + TPE | |
| Automotive | Dashboard Buttons | ABS + Clear PC | |
| Consumer | Personal Care | Polypropylene + TPU |
Analysis: High-volume industries benefit most from the “set it and forget it” nature of these highly automated production cells.
How do costs compare for two shot injection molding?
While two shot injection molding has a higher startup cost, it provides a much lower cost-per-part once you cross the threshold of high-volume production. Overmolding appears cheaper initially because it uses standard machines, but the labor cost of moving parts between stations adds up quickly. Over a multi-year project, the labor savings of 2K molding often pay for the specialized tooling many times over.
Calculating the production ROI
Do the math: If you are producing 100,000 units, a two-shot process that saves
0.50inassemblylaborperpartwillsaveyou
50,000 in just one year. You also reduce the hidden costs of scrap and rework that occur when manual handling leads to misaligned inserts or surface contamination. The financial winner is always determined by your total part count.
- Reduced per-unit labor costs
- Lower scrap and rejection rates
- Faster cycle times (seconds vs. minutes)
- Minimized secondary operation costs
Key Takeaway: Two-shot molding is a strategic investment that trades higher initial costs for significantly lower ongoing operational expenses.
| Cost Variable | Two-Shot Molding | Overmolding | |
|---|---|---|---|
| Initial Tooling | High ($$$) | Moderate ($$) | |
| Labor Cost | Very Low | Moderate to High | |
| Scrap Rate | Low (Automated) | Variable (Manual) |
Analysis: Manufacturers should look past the initial quote and evaluate the “Total Cost of Ownership” for the entire product lifecycle.

Is material bonding better in two shot injection molding?
The molecular fusion achieved in two shot injection molding is typically superior because the second material is injected while the first shot’s surface is still molten. This thermal window allows the polymer chains to intermingle at the interface, creating a chemical bond that resists peeling. In overmolding, the substrate has often cooled, requiring mechanical interlocks or specialized primers to prevent part separation.
Achieving permanent adhesion
Here’s the secret: The heat from the second injection “re-melts” the top layer of the substrate, facilitating a deep cross-linking of the two materials. This creates a hermetic seal that is essential for waterproof electronics or medical devices that must withstand chemical cleaning. You get a structural integrity that mechanical fasteners simply cannot match.
- Thermal molecular cross-linking
- Hermetic seal formation
- Resistance to delamination
- Elimination of adhesive primers
Key Takeaway: Two-shot molding leverages residual heat to create chemical bonds that are structurally and functionally superior to mechanical overmolding.
| Bonding Factor | Two-Shot Molding | Overmolding | |
|---|---|---|---|
| Bond Type | Primarily Chemical/Thermal | Primarily Mechanical | |
| Airtightness | Excellent | Good (with interlocks) | |
| Reliability | Permanent fusion | Potential for debonding |
Analysis: If your part must be waterproof or endure heavy vibration, the chemical bond of the two-shot process is a technical necessity.
What is the two shot injection molding design process?
Designing for two shot injection molding requires an advanced understanding of material shrinkage and the precise placement of shut-off surfaces. Because you are dealing with two different resins, you must account for their varying melt temperatures and flow characteristics within the same tool. Engineers must also design the substrate to withstand the high pressure of the second injection without deforming.
Key engineering considerations
Pro tip: Collaborating with your molder during the CAD phase is vital to ensure that the gates and vents for both shots are perfectly balanced. Improper gate placement can cause the second shot to “wash away” the delicate features of the first substrate. You are essentially designing two interlocking puzzles that must fit together perfectly in mid-air.
- Balanced gate locations for both shots
- Differential shrinkage calculation
- Robust shut-off area design
- Structural support for the substrate
Key Takeaway: Design success relies on mastering the interaction between two disparate materials and their behavior under high pressure and heat.
| Design Requirement | Specification Target | |
|---|---|---|
| Wall Thickness | Uniform across both materials | |
| Draft Angles | 1.5° minimum for rotation | |
| Gate Style | Valve gates preferred for 2K |
Analysis: Advanced DFM (Design for Manufacturability) is the most critical step to prevent costly tooling reworks later in the project.
When should you choose two shot injection molding?
You should choose two shot injection molding when your project demands the highest level of aesthetic quality and your annual volume exceeds 10,000 units. It is the best choice for parts requiring complex multi-color designs, integrated gaskets, or soft-grip handles that must last for years. If your design is finalized and you are moving into mass production, the automation of two-shot molding will provide the best long-term value.
Selecting the right manufacturing path
Look at the numbers: If your priority is rapid prototyping or low-volume custom parts, overmolding is usually the safer and faster route to a physical sample. However, once you scale to “Tier 1” production levels, the labor-heavy nature of overmolding becomes a bottleneck that can delay your shipping schedules. Your choice should be driven by a balance of budget, volume, and required precision.
- Annual volume > 10,000 units
- Requirement for hermetic seals
- High aesthetic “fit and finish” needs
- Strict tolerance requirements (+/- 0.05mm)
Key Takeaway: Choose two-shot for high-volume, high-precision mass production; choose overmolding for low-volume or prototyping flexibility.
| Decision Factor | Choose Two-Shot If… | Choose Overmolding If… | |
|---|---|---|---|
| Part Count | 20k to 1M+ units | Under 5k units | |
| Project Stage | Mass Production | R&D / Prototyping | |
| Budget | High upfront / Low per-part | Low upfront / High per-part |
Analysis: Modern production strategies often start with overmolding during the pilot phase and transition to two-shot as market demand scales.

How can you optimize two shot injection molding production?
Optimization of two shot injection molding involves the use of scientific molding principles and robotic part extraction to maximize your machine’s uptime. By monitoring the pressure and temperature profiles of every shot, you can detect defects before the parts even leave the machine. This level of data-driven production ensures that your scrap rates stay near zero, even during 24/7 manufacturing cycles.
Maximizing production throughput
The goal is clear: You should integrate automated quality control systems, such as vision cameras, to inspect every part for flash or short shots instantly. This allows your team to focus on preventative maintenance rather than sorting through bins of defective parts. Efficiency is found in the intersection of high-end machinery and rigorous process control.
- Scientific molding process monitoring
- Automated robotic extraction
- In-line vision inspection systems
- Standardized material drying protocols
Key Takeaway: Peak optimization is achieved by combining high-speed automation with real-time data monitoring to eliminate production variables.
| Optimization Tactic | Resulting Improvement | |
|---|---|---|
| Robotic Extraction | Consistent cycle times | |
| Vision Systems | 100% inspection rate | |
| Scientific Molding | Minimal material waste |
Analysis: A well-optimized 2K production line functions as a high-speed “factory within a machine,” requiring minimal human intervention.
Conclusion
Deciding between two shot injection molding and overmolding is a strategic choice that dictates your product’s reliability and your company’s profitability. While two-shot molding offers the ultimate in automated precision and high-volume efficiency, overmolding provides the flexibility needed for lower volumes and metal-to-plastic hybrid parts.
At CN Precision Mfg, we specialize in bridge-to-production solutions that solve complex assembly problems and reduce manufacturing risk. Our brand vision is to provide high-precision, multi-material engineering that empowers our clients to dominate their markets with superior products.
If you are ready to eliminate assembly bottlenecks and enhance your product’s durability, contact us today for a comprehensive technical consultation on your next project.
Frequently Asked Questions
Can I perform two shot injection molding with metal inserts?Directly, no. Two-shot molding is specifically for two different plastic resins; if you need to mold around metal, overmolding or insert molding is the required process.
What is the best material for a soft-touch grip?Thermoplastic Elastomers (TPE) or Thermoplastic Polyurethanes (TPU) are the standard choices. They bond exceptionally well to rigid substrates like ABS or Polycarbonate.
Can a standard machine be converted to two-shot?Technically, yes, with an expensive add-on injection unit and a bolt-on rotary table. However, a purpose-built 2K machine is always more efficient and reliable.
Is two shot injection molding faster than overmolding?Yes, significantly. Two-shot molding eliminates the cooling, ejection, and manual re-loading steps, reducing the total manufacturing time by 30% to 50% in many cases.
Does two-shot molding require chemical compatibility?Yes, it is critical. For the materials to fuse permanently, they must be chemically compatible; otherwise, the parts will separate as soon as they cool.