Micro injection molding is a high-precision manufacturing process used to produce miniature plastic components with sub-millimeter features, offering exceptional accuracy and scalability for complex industrial designs. You likely face the challenge of producing incredibly small components that standard manufacturing methods simply cannot handle effectively. Failing to achieve the necessary micron-scale tolerances can lead to catastrophic functional failures in critical medical implants or high-frequency electronic sensors. If your features are even slightly off, your production yields will plummet while your assembly costs skyrocket. micro injection molding provides the perfect balance of extreme precision and mass-production efficiency to solve these miniaturization hurdles.
1. What defines the principle of micro injection molding?
The core principle involves utilizing a micro-structured mold and a high-resolution injection unit to create parts weighing less than one gram. You prepare a precision-machined cavity that matches your desired miniature geometry. During the process, the material is injected with extreme pressure control into these tiny spaces.
How does the injection cycle work?
The cycle begins with material heating followed by rapid injection into a micro-sized steel or aluminum mold. You must maintain perfect thermal stability to ensure the plastic fills every micro-cavity before solidifying.
What are the defining characteristics?
Think about it: “micro” refers to the part size, the minute features within a larger component, or the requirement for micro tolerances. In your design, you must focus on:
- Shot size precision.
- Sub-micron tooling tolerances.
- High-resolution material dosing.
Key Takeaway: Understanding the principle of precision material delivery allows you to produce intricate components that standard machines simply cannot replicate.
| Feature | Micro Specification | |
|---|---|---|
| Typical Part Weight | < 1.0 gram | |
| Minimum Wall Thickness | 0.10 mm or less | |
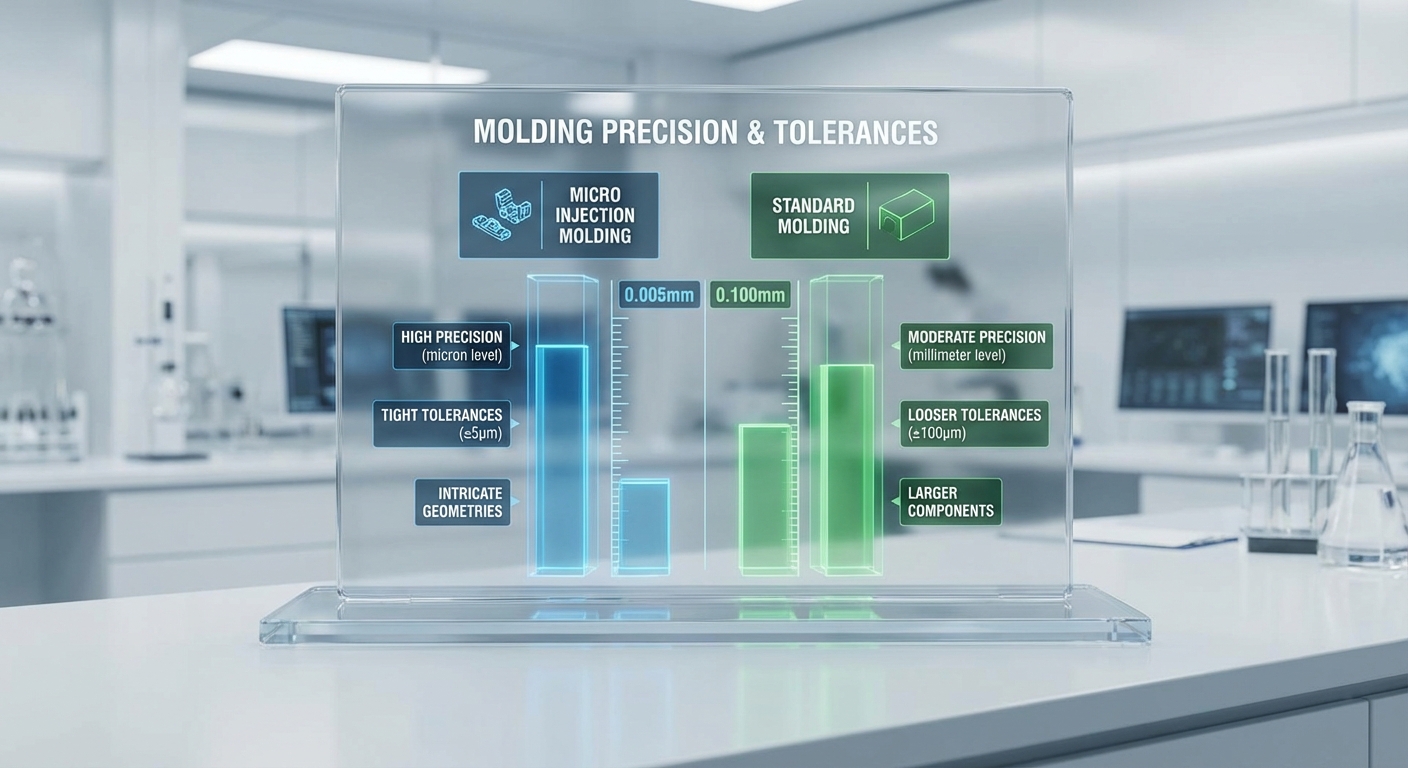
| Tolerance Range | ±0.005 mm |
Standard molding principles fail where micron-level precision becomes the primary requirement.
2. Why are the benefits of micro injection molding so significant?
The primary benefits include extreme dimensional accuracy, reduced material waste, and the ability to scale complex designs into high-volume production runs. You will find that micro injection molding allows for the creation of geometries that were previously impossible to manufacture.
How does it improve cost-efficiency?
Here is the deal: smaller tooling and reduced clamping forces allow you to use more efficient machines. You can save up to 40% on production costs compared to traditional full-scale tooling. These savings come from:
- Lower energy consumption.
- Minimal resin waste.
- Shorter cooling cycles.
Does it enhance design freedom?
You can incorporate micro-holes, delicate thin walls, and complex internal channels without compromising structural integrity. This freedom enables engineers to push the boundaries of product functionality.
Key Takeaway: Leveraging specialized micro-tooling reduces your overhead while providing the precision needed for next-generation miniature devices.
| Benefit | Impact on Project | |
|---|---|---|
| Precision | Eliminates secondary finishing | |
| Scalability | millions of identical parts | |
| Versatility | Supports advanced polymers |
Cost-efficiency in micro-manufacturing is directly tied to the optimization of specialized injection units.
3. What applications rely most on micro injection molding?
Critical applications are found in the medical, electronics, and automotive industries where component failure is not an option. You rely on this technology for everything from drug delivery systems to high-density fiber optic connectors.
Where is it used in healthcare?
Look: surgical instruments and diagnostic devices require components that are both tiny and biocompatible. This process ensures your medical devices meet strict safety standards. Common medical parts include:
- Catheter components.
- Hearing aid housings.
- Microfluidic chips.
What about consumer tech?
As smartphones and wearables continue to shrink, the demand for micro-optical lenses and sensors grows. You can produce thousands of these parts per hour with perfect repeatability.
Key Takeaway: Identifying the right high-precision application ensures your product remains competitive in a market driven by miniaturization and reliability.
| Industry | Core Application | |
|---|---|---|
| Medical | Drug delivery valves | |
| Electronics | Micro-switches | |
| Automotive | Engine sensors |
Market trends indicate that the reliance on miniature components will only increase as devices become smarter.
4. How does micro injection molding achieve micron-scale accuracy?
Accuracy is achieved through the integration of specialized injection units and ultra-high-precision tooling machined via EDM or micro-CNC. You must use machines with higher-resolution feed options to control tiny material volumes. By implementing micro injection molding solutions, you ensure that even a fraction of a gram is distributed evenly within the mold.
How do injection units differ?
But consider this: micro units use much smaller barrel diameters to prevent material degradation and maintain pressure. This specialized hardware is essential for consistent quality. Accuracy is maintained through:
- Servomotor-controlled plungers.
- Real-time pressure monitoring.
- Precision dosing valves.
Is mold alignment critical?
Yes, you must ensure perfect alignment between mold halves because even a micron of shift can ruin the part. The use of guided pins and advanced clamping ensures structural consistency.
Key Takeaway: High-resolution control over material dosing is the secret to achieving tolerances that standard injection molding can never reach.
| Control Factor | Micro Molding Method | |
|---|---|---|
| Dosing | Plunger-based micro-injection | |
| Clamping | Precision electric drives | |
| Alignment | Sub-micron guide systems |
Mechanical precision at the machine level is the foundation for every successful micro-part.
5. Why is micro injection molding different from standard molding?
The main differences lie in the shot size, the specialized machinery required, and the extreme precision of the tooling. You cannot simply “downscale” a standard machine and expect the same results. In every micro injection molding project, the resolution of the injection plunger must be significantly higher than standard screws.
What are the tooling differences?
The truth is: micro molds are often made from high-grade steel using Electrical Discharge Machining (EDM). This allows for features that are too small for traditional milling cutters. Differences include:
- Surface finish requirements.
- Venting channel size.
- Ejection pin placement.
How does shot size impact quality?
Shot sizes in micro-molding are often less than 0.1 grams. You need a machine that can handle these tiny volumes without allowing the material to sit too long and degrade.
Key Takeaway: Recognizing that micro-molding is a distinct engineering discipline prevents you from making costly mistakes with standard equipment.
| Aspect | Standard Molding | Micro Molding | |
|---|---|---|---|
| Shot Size | Grams to Kilograms | Milligrams | |
| Machinery | Large hydraulic/electric | Compact specialized | |
| Features | Millimeter scale | Micron scale |
Distinguishing between macro and micro requirements is the first step toward manufacturing success.

6. Which materials perform best for micro injection molding?
High-performance polymers like PEEK, LCP, and Liquid Silicone Rubber (LSR) are the top choices due to their flow characteristics. You must select materials that can fill thin-walled sections without excessive pressure. Utilizing micro injection molding with these resins ensures your parts maintain their properties at small scales.
Why use Liquid Crystal Polymers?
It gets better: LCPs have exceptional flow properties and thermal stability. This makes them perfect for intricate electronic connectors. Preferred materials include:
- PEEK for strength.
- LSR for biocompatibility.
- Ultem for heat resistance.
Can standard resins be used?
You can use standard plastics like ABS or PC, but they must be “precision grades.” These variants offer more consistent shrinkage rates for tight tolerances.
Key Takeaway: Material selection determines the success of your mold filling; always choose resins with high flow and low viscosity for micro-parts.
| Material Type | Key Property | Common Use | |
|---|---|---|---|
| LCP | High Flow | Connectors | |
| PEEK | Bio-stable | Implants | |
| LSR | Flexible | Seals |
Material rheology plays a decisive role in the final dimensional stability of miniature components.
7. What tooling challenges occur in micro injection molding?
Tooling challenges include managing air entrapment, ensuring clean part ejection, and maintaining tool longevity under high pressure. You must design vents that are small enough to block plastic but large enough to let air escape. The complexity of micro injection molding tooling requires advanced engineering foresight.
How is venting handled?
Believe it or not: air trapped in a micro-cavity can cause “burn marks” or incomplete parts. You need to use vacuum venting or specialized porous inserts to solve this. Key tooling hurdles involve:
- Cavity pressure balancing.
- Micro-ejector pin fragility.
- Heat transfer management.
Is demolding difficult?
Yes, because micro-parts are so light, they often stick to the mold surface due to static or surface tension. You must use specialized coatings or robotic grippers for successful removal.
Key Takeaway: Investing in high-quality EDM-machined tooling is the only way to avoid chronic production defects in micro-scale parts.
| Challenge | Engineering Solution | |
|---|---|---|
| Static | Ionized air blowers | |
| Filling | Direct gating systems | |
| Wear | Titanium nitride coatings |
Advanced tooling design is the most critical variable in the micro-manufacturing equation.
8. How does micro injection molding impact the medical sector?
The medical sector is revolutionized by the ability to produce sterile, high-precision implants and surgical tools. You need parts that can be safely integrated into the human body. By choosing micro injection molding , manufacturers can produce life-saving devices at a fraction of the traditional cost.
What are micro-implants?
Now: surgeons use micro-molded screws and plates for delicate neurosurgeries. These parts must be perfectly burr-free and made from certified medical-grade resins. Medical applications include:
- Pacemaker components.
- Bio-resorbable staples.
- Drug delivery nozzles.
Why is cleanliness vital?
You must manufacture these parts in ISO-certified cleanrooms to prevent contamination. The process ensures that every part is ready for clinical use.
Key Takeaway: Precision in medical molding is a matter of patient safety; micro-molding provides the necessary reliability for critical healthcare innovations.
| Medical Part | Material Used | Function | |
|---|---|---|---|
| Valvular Seal | LSR | Fluid control | |
| Micro-Gears | PEEK | Robotic surgery | |
| Optical Lenses | PMMA | Endoscopy |
Healthcare innovation relies on the repeatable precision offered by micro-scale plastic injection.
9. Can micro injection molding support electronics miniaturization?
Electronics miniaturization is driven by the need for smaller, faster, and more efficient components in mobile devices. You require connectors with incredibly high pin densities that standard molding cannot achieve. The micro injection molding process enables the mass production of these essential electronic interfaces.
How does it help micro-optics?
Even better: you can mold lenses and prisms with sub-micron surface finishes. This is vital for laser-based sensors and fiber optic communications. Key electronic features include:
- High pin-count headers.
- Shielded micro-housings.
- Precision switch actuators.
Is thermal management an issue?
You must use heat-resistant polymers to ensure the parts survive the soldering process. Micro-molding supports materials that can withstand high temperatures without warping.
Key Takeaway: Staying ahead in the electronics market requires the ability to produce increasingly smaller parts that maintain high mechanical performance.
| Part | Technical Requirement | |
|---|---|---|
| Connectors | Thin-wall stability | |
| Prisms | Optical clarity | |
| Switches | Wear resistance |
Miniaturization trends in tech are supported by the structural integrity of micro-molded plastics.
10. How do you optimize a micro injection molding project?
Optimization involves a deep Design for Manufacturability (DFM) review and the use of automated inspection systems. You should validate your design early to identify potential flow or ejection issues. When you reach out to our team for a project review, you gain access to metrology tools that measure parts smaller than a grain of rice.
What metrology is used?
The truth is: standard calipers are useless for micro-parts. You need high-resolution vision systems and laser scanners to verify dimensions. Optimization steps include:
- Detailed DFM analysis.
- Automated gate removal.
- Real-time process monitoring.
Is automation necessary?
Yes, you need robotic handling to ensure that micro-parts are not damaged or lost during the ejection phase. Automation increases your yield and consistency.
Key Takeaway: Success in micro-molding depends on moving beyond human sight and utilizing advanced metrology and automation to maintain quality.
| Optimization Step | Expected Result | |
|---|---|---|
| DFM Review | 20% cost reduction | |
| Vision Inspection | 100% part validation | |
| Mold Flow Study | Optimized gate design |
Rigorous metrology and early-stage DFM are the dual pillars of micro-project optimization.

Conclusion
Micro injection molding effectively solves the most difficult miniaturization challenges in modern manufacturing by combining micron-scale precision with industrial-grade scalability. We have explored how specialized machinery, advanced material selection, and rigorous tooling design can transform your complex concepts into high-quality miniature components. Whether you are developing life-saving medical devices or next-generation consumer electronics, our precision solutions are designed to handle your tightest tolerances and most intricate geometries.
To ensure your project succeeds from the first shot, reach out to our team today for a comprehensive technical consultation. At CN Precision Mfg, we bridge the gap between ambitious design and manufacturable reality, providing the expertise needed to scale your innovation globally. Our vision is to empower your engineering breakthroughs with the world’s most precise molding technology.
Frequently Asked Questions
Can I use micro injection molding for prototype runs? Yes, though it is most cost-effective at high volumes. The high initial cost of micro-tooling means you should ideally use this process for parts that will eventually reach mass production.
What is the best way to prevent parts from sticking in the mold? Applying specialized surface coatings like DLC or TiN is the most effective solution. These coatings reduce surface tension and friction, allowing the lightweight parts to eject cleanly without damage.
How do I know if my design requires micro-molding instead of standard molding? Look at your part weight and tolerance requirements. If your component weighs less than one gram or has features measured in microns, you almost certainly need a micro-molding specialist.
What’s the best polymer for high-temp electronic connectors? Liquid Crystal Polymer (LCP) is the top choice for these applications. It flows exceptionally well into thin walls and can withstand the high temperatures required for lead-free soldering.
Can I achieve multi-material designs in micro-molding? Yes, overmolding is possible at a micro scale. You can combine a rigid polymer with a soft elastomer to create functional seals or multi-colored indicators for miniature devices.