Proper mold maintenance is the systematic process of cleaning, inspecting, and preserving manufacturing tools to ensure consistent part quality and tool longevity. You likely recognize the frustration when a production line grinds to a halt due to an unexpected tool failure. This downtime creates a cascade of missed deadlines, wasted resin, and spiraling labor costs that damage your profitability. By committing to a rigorous care schedule, you transform these risks into a competitive advantage and secure your operational reliability.
Why is mold maintenance a priority?
Consistent mold maintenance is a priority because it prevents catastrophic tool failure and ensures that every part meets your strict tolerance requirements. When you neglect your molds, you essentially gamble with your production schedule and product reputation.
The impact on production quality
You must understand that even microscopic residue can ruin a high-precision part.
Think about this.
- Surface finish degradation.
- Dimensional inaccuracies.
- Flash and burr formation.
- Part ejection failures.
Contamination often leads to cosmetic defects that force you to scrap entire batches of inventory.
Key Takeaway: Maintaining cleanliness directly correlates to the aesthetic and functional success of your molded components.
Reducing long-term operational costs
Proactive care is significantly cheaper than emergency tool replacement or unplanned repairs.
The best part?
- Lower scrap rates.
- Faster cycle times.
- Reduced energy consumption.
- Longer intervals between overhauls.
You save money by preventing the wear and tear that leads to expensive metallurgical fatigue.
Key Takeaway: Small investments in daily cleaning prevent massive expenditures on tool reconstruction later in the product lifecycle.
What exactly is professional mold maintenance?
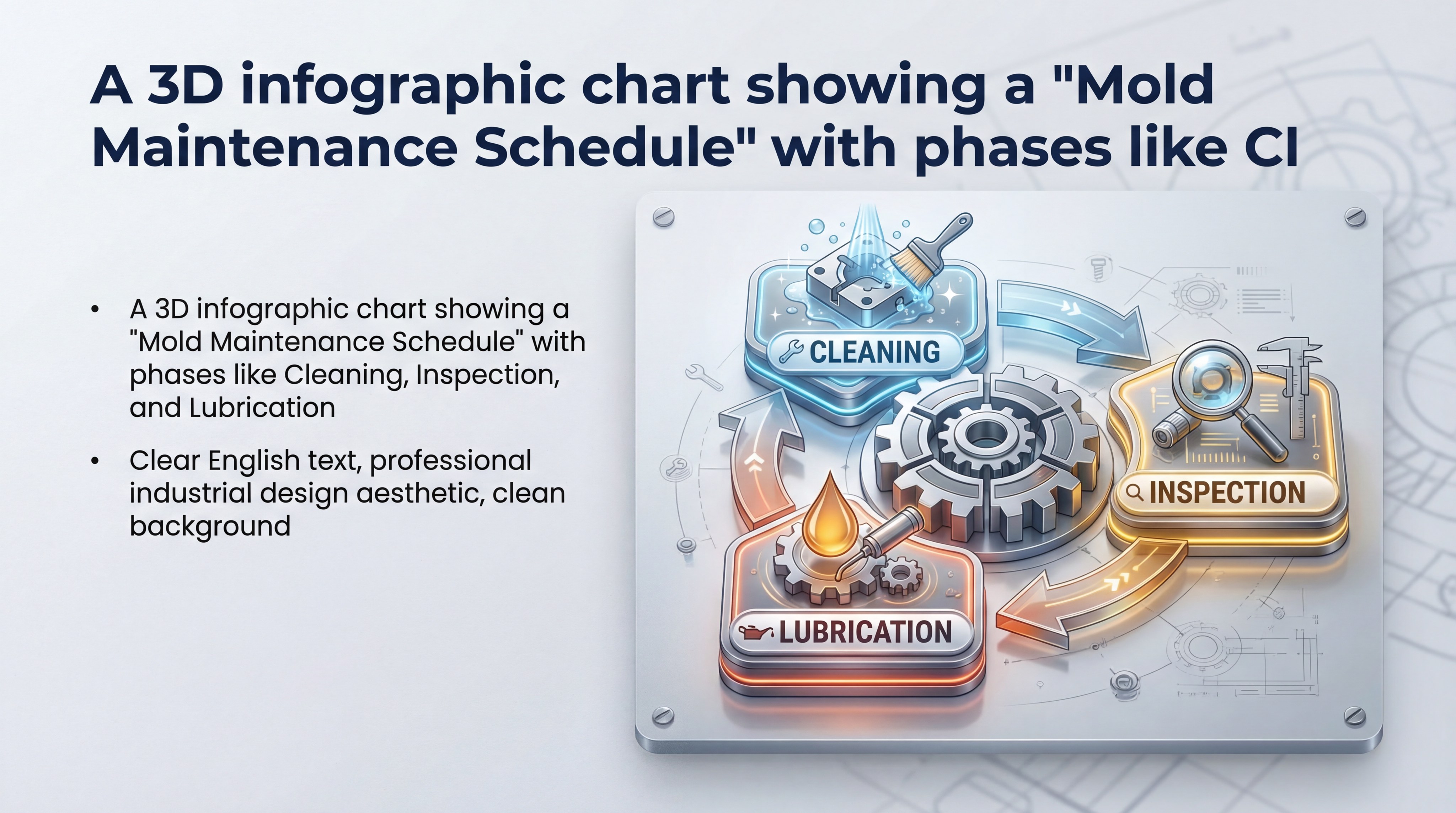
Professional mold maintenance involves a tiered approach to cleaning, lubrication, and mechanical verification that follows a strict cycle-based schedule. It is not merely a quick wipe-down but a technical audit of the tool’s structural integrity and performance.
Definition and core objectives
True maintenance means returning the tool to a state that mimics its original design specifications after every production run.
Consider this.
- Cavity and core cleaning.
- Moving part lubrication.
- Cooling line descaling.
- Alignment pin inspection.
You aim to eliminate any variable that could cause the tool to deviate from its intended performance.
Key Takeaway: The core objective is the total preservation of the tool’s geometric and mechanical accuracy.
Extending tool service life
You can double or even triple the lifespan of your assets by applying professional preservation techniques.
Here is the secret.
- Corrosion prevention during storage.
- Stress relief monitoring.
- Strategic component replacement.
- Environmental control.
Hardened steel tools require specific atmospheric conditions to prevent the oxidation that ruins polished surfaces.
Key Takeaway: Longevity is earned through consistent adherence to storage and handling protocols between production shifts.
| Maintenance Level | Focus Area | Frequency | Primary Benefit | |
|---|---|---|---|---|
| Routine | Surface cleaning | Every shift | Prevents residue buildup | |
| Preventive | Lubrication/Alignment | Every 10k cycles | Reduces mechanical wear | |
| Major | Deep overhaul | Annually | Restores tool to “like-new” |
The table illustrates how different tiers of care address various aspects of tool health to ensure continuous operation.
How does it differ from tool repair?
Effective mold maintenance focuses on preventing damage through routine care, whereas tool repair is a reactive process used to fix existing fractures or wear. Maintenance keeps you in production, while repair signifies that a failure has already occurred.
Preventative vs. corrective care
Maintenance is the fence at the top of the cliff, while repair is the ambulance at the bottom.
Look closer.
- Maintenance is scheduled.
- Repair is often an emergency.
- Maintenance preserves value.
- Repair addresses lost value.
You should aim to spend 90% of your technical labor on maintenance to avoid the stress of corrective repairs.
Key Takeaway: Staying ahead of the wear curve ensures that you never have to deal with the chaos of a broken tool.
Maintenance for soft and hard tools
You must treat aluminum prototype tools differently than you treat high-volume stainless steel production molds.
That’s not all.
- Aluminum requires gentler solvents.
- Steel needs higher corrosion protection.
- Soft tools wear faster per cycle.
- Hard tools require specialized polishing.
Different materials react uniquely to heat and pressure, meaning your care plan must be material-specific to be effective.
Key Takeaway: Customizing your approach based on tool metallurgy prevents accidental damage during the cleaning process.
| Tool Type | Material | Maintenance Sensitivity | Recommended Action | |
|---|---|---|---|---|
| Soft Tool | Aluminum | High | Use non-abrasive tools | |
| Hard Tool | Stainless Steel | Medium | Frequent descaling of cooling | |
| Bridge Tool | P20 Steel | Moderate | Regular inspection of parting lines |
This data shows that the softer the material, the more delicate your maintenance procedures must be to preserve the tool.
Why is it vital for specific parts?
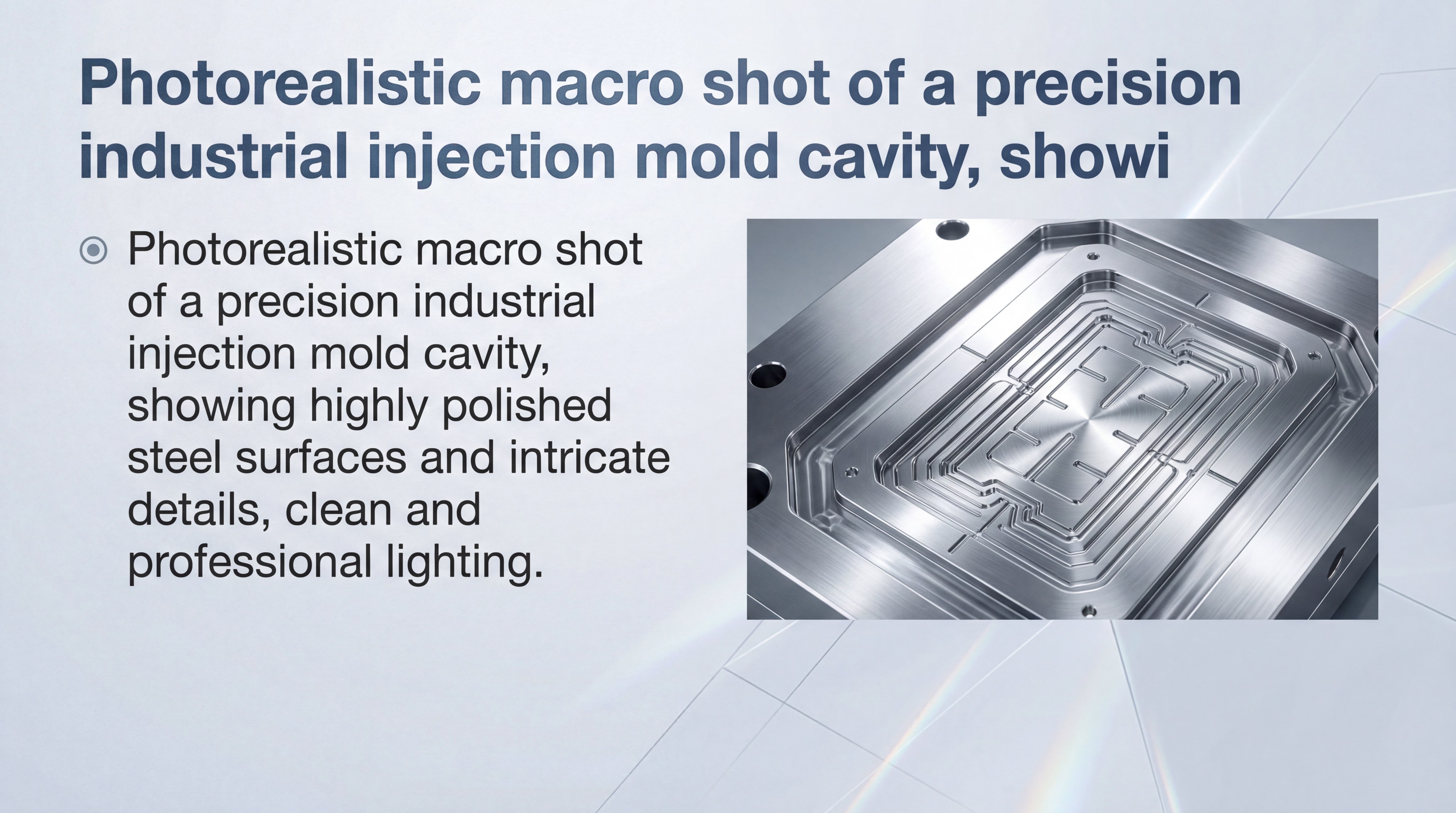
Standard mold maintenance is vital for complex parts because it ensures that intricate features like threads, textures, and thin walls remain perfectly formed. Without precision care, your most complex designs will suffer from high failure rates.

Injection molding surface protection
The polished or textured surfaces of your molds are incredibly susceptible to scratching and chemical etching.
You need to know this.
- Polished surfaces (SPI-A1).
- VDI textures and grains.
- Logos and identification marks.
- Critical sealing faces.
Even a single stray particle can leave a permanent mark on a mirror-finish cavity, ruining the aesthetics of every subsequent part.
Key Takeaway: Surface protection is the most visible indicator of a successful maintenance program.
Thermoforming and vacuum vent care
You must pay special attention to the vacuum holes in thermoforming molds to ensure consistent plastic sheet pull-down.
Why does this matter?
- Clogged vents cause air pockets.
- Debris leads to webbing.
- Uneven cooling causes warping.
- Surface buildup marks the sheet.
Consistent cleaning of these tiny vents ensures that your vacuum pressure remains uniform across the entire mold surface.
Key Takeaway: Vent maintenance is the secret to achieving crisp corners and deep draws in thermoformed products.
Insert molding and hardware safety
When you are overmolding metal components, the risk of tool damage increases exponentially if the inserts are not seated correctly.
Here is the kicker.
- Flash buildup in insert pockets.
- Damage from misaligned pins.
- Wear on shut-off surfaces.
- Debris trapped behind slides.
If plastic leaks into the insert pocket, it can prevent the tool from closing properly, leading to catastrophic plate damage.
Key Takeaway: Meticulous pocket cleaning prevents the mechanical interference that leads to expensive mold “crashes.”
| Process Type | Critical Component | Maintenance Risk | Mitigation Strategy | |
|---|---|---|---|---|
| Injection | Polished Cavity | Scratches | Use microfiber and soft cleaners | |
| Thermoforming | Vacuum Vents | Clogging | Regular air-blast and pin-cleaning | |
| Insert Molding | Locating Pins | Misalignment | Daily lubrication and fit-check |
By focusing on these specific risks, you can tailor your efforts toward the components most likely to cause quality issues.
Which techniques define effective care?
Modern mold maintenance relies on a combination of advanced chemical cleaning and precision mechanical inspection to keep tools in peak condition. You should utilize technologies that minimize human error and provide repeatable results.
Ultrasonic and manual cleaning methods
Ultrasonic cleaning uses high-frequency sound waves to remove contaminants from areas that your manual tools simply cannot reach.
Think about this.
- Deep blind holes.
- Intricate cooling channels.
- Micro-textured surfaces.
- Complex slide mechanisms.
While manual wiping is good for external plates, ultrasonic tanks provide a level of “molecular clean” that manual methods can’t match.
Key Takeaway: Integrating ultrasonic technology into your shop ensures that hidden areas don’t become failure points.
Material-specific lubrication needs
You must select lubricants that can withstand high temperatures without migrating into the mold cavity and contaminating your parts.
The best part?
- Food-grade options for medical.
- High-temp greases for resins.
- Dry lubricants for cleanrooms.
- Anti-seize for heavy bolts.
Using the wrong grease can lead to “bleeding,” where oil marks the plastic parts and ruins their surface finish or paintability.
Key Takeaway: Proper lubrication prevents galling of moving parts while protecting the purity of your final product.
| Technique | Tool Used | Best Applied To | Expected Outcome | |
|---|---|---|---|---|
| Ultrasonic | Cavitation Tank | Intricate inserts | Zero-residue cleanliness | |
| Manual | Brass scrapers | Parting lines | Flash removal | |
| Inspection | Boroscope | Internal channels | Blockage detection |
The analysis suggests that a multi-tooled approach is necessary to cover every square inch of a professional mold.
Is in-house maintenance better?
Managing mold maintenance in-house allows you to maintain total control over your production timeline and intellectual property. However, it requires a significant investment in specialized staff and high-end cleaning equipment.
Evaluating internal labor costs
You need to weigh the wages of a skilled toolmaker against the cost of paying a service provider to manage your assets.
Consider this.
- Full-time technician salary.
- Benefit and overhead costs.
- Continuous training needs.
- Shop floor space allocation.
If you run dozens of tools daily, having a technician on-site usually pays for itself by reducing transition times between jobs.
Key Takeaway: In-house expertise is an operational investment that yields dividends through increased machine uptime.
Assessing turnaround time and downtime
When you outsource your care, you are at the mercy of the vendor’s schedule and shipping logistics.
The best part?
- Immediate response to issues.
- No shipping delays.
- Real-time feedback to operators.
- Customizable care priorities.
Internal teams can perform “hot maintenance” or quick cleanings during short breaks, which is impossible with an external partner.
Key Takeaway: Minimizing the “shipping gap” is the primary reason high-volume manufacturers prefer in-house teams.
| Strategy | Speed | Cost Control | Skill Requirement | |
|---|---|---|---|---|
| In-House | Superior | High Variable | Very High | |
| Outsourced | Moderate | Fixed/Contract | Low (Internal) | |
| Hybrid | Good | Balanced | Moderate |
An internal strategy offers the most speed but demands the highest level of technical mastery from your staff.
How should a workflow be structured?
A standard mold maintenance workflow must be a repeatable, documented sequence that leaves no room for technician guesswork. Every step should be verified with a checklist to ensure that no critical cooling line or bolt is overlooked.
Step-by-step inspection protocols
You should start with a visual check of the last part produced to identify any new defects before the tool is pulled.
You need to know this.
- Parting line integrity.
- Ejector pin return check.
- Water leak pressure testing.
- Electrical heater verification.
Documenting these findings helps you track the “health history” of the tool and predict when a major overhaul will be necessary.
Key Takeaway: Beginning with the end-product provides the roadmap for where the tool needs the most attention.
Cleaning, drying, and storage cycles
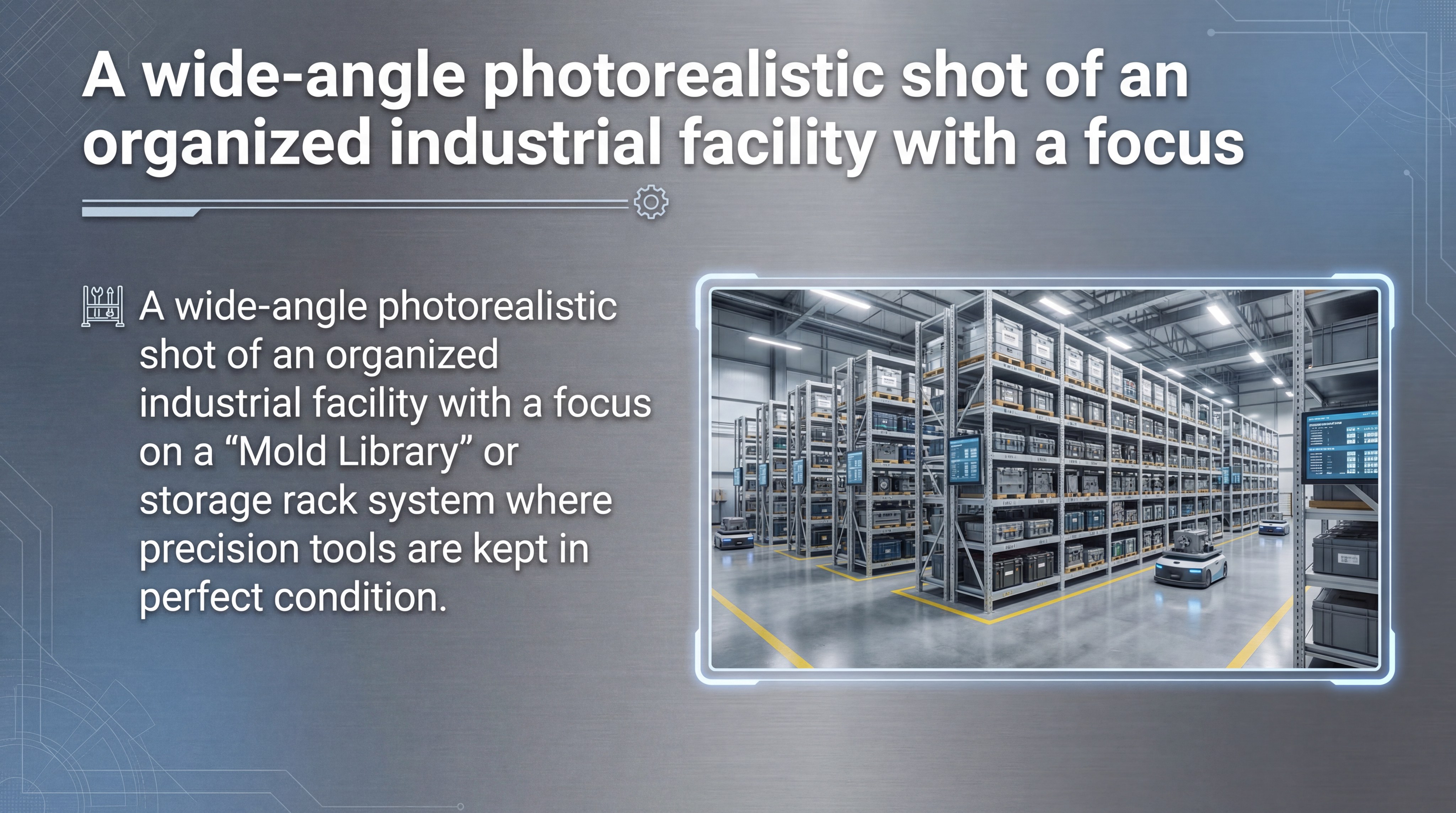
You must ensure the tool is 100% dry and coated with a rust inhibitor before it enters the storage library.
Here is the secret.
- Degrease all surfaces.
- Use compressed air for drying.
- Apply short-term rust spray.
- Seal in moisture-proof bags.
Trapped moisture is the silent killer of precision molds, leading to pitting that can only be fixed by expensive re-polishing.
Key Takeaway: The storage phase is just as critical as the production phase for long-term tool health.
| Workflow Step | Action | Tools Required | Goal | |
|---|---|---|---|---|
| Disassembly | Open plates/slides | Hand tools | Access internals | |
| Scrubbing | Remove outgassing | Soft brushes | Clear residues | |
| Preservation | Rust inhibition | Spray aerosols | Prevent oxidation |
This workflow ensures that every tool returns to the shelf in better condition than when it left the machine.
How can you start a proactive plan?
To start a proactive mold maintenance plan, you must shift your culture from “fix it when it breaks” to “clean it so it doesn’t.” This transition begins with data collection and the procurement of the right tools for your team.
Creating a cycle-based schedule
You should base your maintenance frequency on actual shot counts rather than arbitrary calendar dates.
Look closer.
- Low-wear resins (10k cycles).
- Glass-filled resins (5k cycles).
- High-temp materials (3k cycles).
- Prototype aluminum (1k cycles).
Using a cycle counter on the mold itself ensures that the maintenance happens exactly when the tool needs it, regardless of the production schedule.
Key Takeaway: Data-driven scheduling removes emotion and guesswork from your maintenance budget.
Selecting the right maintenance tools
You must provide your technicians with specialized equipment that is designed specifically for mold-grade steels.
Why does this matter?
- Non-marring brass tools.
- Microfiber cleaning cloths.
- High-purity solvents.
- Precision measurement gauges.
Using a standard steel screwdriver to scrape a mold is the fastest way to turn a profitable tool into a piece of scrap.
Key Takeaway: Quality tools are the frontline defense against accidental technician-induced damage.
| Component | Target Frequency | Required Tool | Data Source | |
|---|---|---|---|---|
| Ejector Pins | Every 5,000 shots | High-temp grease | Shot counter | |
| Parting Lines | Every 2 hours | Soft wipe/solvent | Shift log | |
| Water Channels | Monthly | Acid descaler | Flow meter |
Starting with these benchmarks allows you to build a robust system that scales with your manufacturing growth.
Does it ensure long-term ROI?
Rigorous mold maintenance ensures long-term ROI by protecting your most expensive capital assets and maximizing the number of salable parts produced. When you calculate the “cost per part,” the longevity of the mold is the most significant variable in that equation.
Reducing production waste and scrap
You can directly link your scrap rates to the cleanliness and alignment of your molding tools.
Consider this.
- Reduced material waste.
- Lower energy per part.
- Minimal labor on sorting.
- Higher machine availability.
Consistency is the hallmark of a profitable manufacturing operation, and consistency is only possible through religious maintenance habits.
Key Takeaway: Eliminating waste at the source is the most effective way to boost your bottom line.
Improving consistent part yields
You want your 1,000,000th part to look exactly like the first part that came off the tool.
The best part?
- Predictable production times.
- Satisfied end-customers.
- Stronger supplier ratings.
- Reliable delivery windows.
High-yield tools allow you to quote jobs more competitively because you aren’t padding the price to cover expected failures.
Key Takeaway: Consistent yields build trust with your clients and stability in your revenue streams.
| Financial Metric | Without Maintenance | With Maintenance | Impact | |
|---|---|---|---|---|
| Tool Life | 250,000 cycles | 1,000,000+ cycles | 4x ROI | |
| Scrap Rate | 8% – 12% | < 1% | High Savings | |
| Maintenance Cost | $0 (Initial) | $2,000 (Annual) | Preventive |
The data confirms that the cost of care is a fraction of the value preserved over the tool’s multi-year life.
FAQ: What are the top facts about mold maintenance?
Effective mold maintenance is a complex field, and you likely have specific questions about how to optimize your unique setup. Here are the most common inquiries from industry professionals regarding tool care.
How often is mold maintenance required?
Maintenance frequency depends on the abrasive nature of your resin and the complexity of your tool. For most standard applications, a basic cleaning should occur every shift, while a detailed inspection is recommended every 10,000 to 25,000 cycles.
What are the best cleaning solvents?
You should use high-purity, fast-evaporating degreasers that leave no residue on the mold surface. Always ensure the solvent is compatible with your mold material and any specialized coatings like Chrome or TiN.
Can mold maintenance damage my tooling?
Yes, if you use the wrong tools or techniques. Using abrasive pads, steel scrapers, or caustic chemicals can etch the surface and ruin your part finish, which is why training is essential.
How do I track tool cycles for care?
You should install mechanical or digital cycle counters directly on the mold base. This ensures the data stays with the tool even if it is moved between different machines or facilities.
Can maintenance processes be automated?
Certain aspects, such as ultrasonic cleaning and water-line flushing, are highly automated. However, the final inspection and lubrication usually require the experienced eye of a skilled technician.
To optimize your production and protect your tooling assets, contact us today for expert guidance.