You choose the ideal mold steel by evaluating your production volume, the abrasiveness of your resin, and the specific surface finish required for the final part. Many manufacturers struggle with premature tool failure because they prioritize initial material cost over long-term mechanical performance. This leads to cracked cores, eroded cavities, and expensive production delays that could have been avoided with a better alloy. By matching your material selection to the specific demands of your injection cycle, you ensure a reliable manufacturing process from the first shot to the last.
What is the primary role of mold steel?
The primary role of this material is to provide a durable and thermally conductive environment that shapes molten resin into precise geometric parts. You rely on this mold steel to withstand extreme clamping forces while maintaining dimensional stability over thousands of cycles.
Proper selection ensures that your tool can resist the high pressures of the injection process without deforming or cracking. It also plays a vital role in heat management, which directly determines your cycle times and part quality.
Structural Integrity for Core and Cavities
The steel must act as the backbone of your tool, maintaining its shape under thousands of pounds of pressure. Without high yield strength, your core could shift or deform, leading to flash or dimensional inaccuracies.
Think about it:
- High yield strength prevents permanent deformation.
- Toughness protects against catastrophic cracking.
- Uniform hardness ensures wear resistance across all surfaces.
The bottom line: your choice of alloy dictates how much abuse your tool can handle before requiring maintenance.
Managing Thermal Conductivity
Efficient cooling is the secret to shorter cycle times and higher productivity. Your choice of material determines how quickly heat is drawn away from the part, which directly impacts your bottom line and part quality.
But wait, there’s more:
- High conductivity reduces the cooling phase of the cycle.
- Balanced thermal properties prevent hot spots in the mold.
- Faster cooling leads to improved crystalline structure in certain resins.
Here is the kicker: selecting a grade with superior thermal properties can pay for itself through increased throughput.
Key TakeawayYou must balance the hardness needed for durability with the thermal conductivity required for cost-effective manufacturing to optimize your production efficiency.
| Property | Requirement | Production Benefit | |
|---|---|---|---|
| Hardness | 28-43 HRC | Prevents surface deformation and wear | |
| Conductivity | High Value | Reduces total cooling cycle time | |
| Toughness | High Impact Strength | Prevents cracking under heavy clamping loads |
Selecting the right mechanical properties ensures your tool remains functional throughout its intended life cycle while minimizing machining expenses.
How do you choose mold steel for rapid tooling?
You choose mold steel for rapid tooling by prioritizing grades that offer excellent machinability and speed to market. This approach is essential when you need to validate a design or material choice before investing in permanent mass-production hardware. Using a modern industrial tool shop requires materials that allow for fast cutting speeds without sacrificing the precision of the final cavity.

Direct tooling methods often involve cutting the cavity into a pre-hardened block to save time. This allows you to produce functional parts in production-grade plastics within a few days rather than weeks.
Speed to Market and Validation
Rapid tooling serves as a critical bridge, allowing you to troubleshoot the manufacturing process. It empowers your engineers to evaluate real-world performance using the actual resin before committing to expensive, long-lead-time alloys.
The best part?
- Design flaws are caught early in the development cycle.
- Production-grade resins can be tested for shrinkage and flow.
- Stakeholders get physical parts for validation much faster.
The bottom line is that speed reduces the financial risk associated with complex design changes.
Bridge Tooling for Early Revenue
When you need parts for market testing or initial sales, bridge tooling provides the perfect middle ground. It offers significantly more durability than 3D-printed molds while maintaining a much lower cost than traditional hardened steel.
Here is the kicker:
- You can produce thousands of parts while the main tool is being built.
- It provides a safety net if your primary production tool fails.
- Initial market feedback can be incorporated into the final hard tool.
Think about it: bridge tooling is an insurance policy for your production schedule.
Key TakeawayRapid tooling focuses on reducing lead times from months to days through the use of easier-to-cut alloys and simplified mold designs.
| Tooling Type | Material Choice | Typical Lead Time | |
|---|---|---|---|
| Rapid Tooling | Pre-hardened / Aluminum | 3 – 5 Days | |
| Conventional | Hardened Tool Steel | 4 – 8 Weeks |
The shift toward rapid materials enables a more agile product development cycle, significantly reducing the financial risk of potential design changes.
Which mold steel fits high-volume production?
For high-volume production, you must select mold steel that offers maximum wear resistance and the ability to maintain a surface finish over millions of cycles. These materials are typically remelted to ensure the highest internal cleanliness and structural uniformity across the entire block.
High-volume runs require alloys that resist the erosive forces of modern glass-filled resins. You often look for chromium-molybdenum alloys that have been optimized for through-hardenability to ensure the tool doesn’t wear down prematurely.
Durability for Million-Cycle Tools
To achieve longevity, your material must have a balanced chemistry that allows for high surface hardness. This prevents the abrasive action of the plastic from “washing out” the fine details of your mold over time.
But wait, there’s more:
- Surface treatments like nitriding can further enhance wear resistance.
- High fatigue strength prevents cracking during repeated cycling.
- Toughness is maintained even at higher hardness levels.
The kicker? A million-cycle tool requires a material that can be consistently maintained and repaired.
Impact of Internal Cleanliness
Remelted steels, such as those processed through vacuum degassing, eliminate microscopic impurities. This prevents “pit” marks from appearing on your parts after thousands of cycles, ensuring your quality standards remain high.
Here is the kicker:
- Clean steel polishes to a much higher aesthetic finish.
- Inclusions are minimized, reducing the risk of fatigue cracks.
- Uniformity allows for more predictable texturing results.
- High cleanliness equals higher reliability.
- Reduced inclusions mean longer tool life.
- Uniform structure supports precision machining.
Think about it: the quality of the raw block is the single biggest predictor of tool longevity.
Key TakeawayHigh-volume production demands “hard tooling” that prioritizes surface hardness, fatigue resistance, and high internal cleanliness to survive millions of shots.
| Production Volume | Steel Quality | Hardness Range | |
|---|---|---|---|
| 100k – 500k | Standard P20 | 30-34 HRC | |
| 500k – 1M+ | Remelted / H13 | 42-52 HRC |
Investing in premium, remelted alloys upfront saves you from the catastrophic costs of mid-production tool failure or unplanned maintenance.
Can you use mold steel for prototype cycles?
Yes, you can use specialized mold steel for prototype cycles, specifically resulfurized grades that allow for aggressive machining speeds. These alloys are perfect for bridge tooling where you need a limited number of parts fast without the high cost of premium production grades. Understanding the performance limits of different materials is crucial during the selection process.
When you need to test the market with 500 to 5,000 parts, a softer, pre-hardened steel is often your best friend. It provides better durability than alternative molds but is much faster to cut than conventional high-production alloys.
Machinable Grades for Prototyping
Look for alloys with added sulfur or optimized chemistries designed for “easy-cut” performance. This allows your machine shop to run at higher feeds and speeds, getting your tool onto the press in record time.
The bottom line:
- Reduced machining time translates directly to lower project costs.
- Tooling geometry can be iterated quickly between test runs.
- Standard CNC equipment can handle these materials with ease.
Think about it: if you only need a few hundred parts, why spend extra on difficult-to-machine alloys?
Validating Final Part Aesthetics
Unlike 3D-printed prototypes, steel molds allow you to see exactly how the final texture and finish will look on the production part. This is essential for consumer goods where the “feel” of the plastic is a key selling point.
But wait, there’s more:
- You can test actual gating and venting strategies.
- Cooling channels can be optimized during the prototype phase.
- Ejection systems can be validated before the hard tool is built.
- Verify part texture early.
- Test production-grade resins.
- Optimize cycle times before mass production.
Here is the kicker: prototyping in steel gives you the most accurate data for your final production ROI calculations.
Key TakeawayPrototype-focused steels reduce your upfront cost and lead time while providing a superior finish compared to non-metal mold alternatives.
| Factor | Prototype Steel | Production Steel | |
|---|---|---|---|
| Machinability | Excellent | Moderate to Difficult | |
| Total Cost | Lower Initial Investment | Higher Long-Term ROI | |
| Polishability | Basic to Moderate | Mirror Finish Possible |
By selecting a machinability-optimized grade, you drastically shorten the gap between digital design and physical part validation for your team.
Why does polishability matter in mold steel?
Polishability matters because the surface finish of your tool is directly mirrored on your final plastic part. If you are producing lenses, clear housings, or high-gloss consumer goods, the internal structure of this mold steel must be perfectly homogenous.
For “lens quality” parts, you require steel that can be polished to an SPI A1 finish or better. This is only possible with remelted materials where the microscopic grain structure is uniform and free of detrimental inclusions.
Achieving Optical Quality Finishes
High-quality steel undergoes an additional melting process to ensure finishes meet the highest industry standards. Remelted versions of popular alloys are available in various hardness ranges to suit different molding applications.
Think about it:
- Mirror finishes require zero porosity in the material.
- Uniformity prevents “orange peel” during the polishing process.
- Remelted grades ensure consistent results across the entire block.
Here is the kicker: even the best polisher cannot fix a surface if the underlying steel has microscopic voids.
Impact of Grain Structure on Texturing
Even if you aren’t going for a mirror finish, a clean grain structure is vital for consistent chemical texturing. If the steel has impurities, your etching or laser texturing will look blotchy or uneven on the finished product.
But wait, there’s more:
- Uniform chemistry leads to predictable etching rates.
- Fine grain structures support high-detail laser engraving.
- Consistent hardness prevents uneven wear on textured surfaces.
- Consistency is key for aesthetics.
- Purity prevents surface defects.
- Uniformity ensures texture depth.
The bottom line: aesthetic perfection starts with the metallurgical quality of your chosen block.
Key TakeawayThe higher the required aesthetic quality or optical clarity, the more you must prioritize remelted or “Xtra” quality steels in your selection.
| Part Type | Finish Required | Recommended Steel Grade | |
|---|---|---|---|
| Optical Lens | Mirror (SPI A1+) | Remelted 420 or P20 Mod | |
| Matte Texture | Consistent Texture | Modified P20 (MD Xtra) | |
| Hidden Internal Part | Standard Machined | Standard 4140 or HolderBloc |
Choosing a remelted grade eliminates the risk of costly surface defects during the finishing process, ensuring your aesthetic parts meet customer expectations.
How does corrosion resistance affect mold steel?
Corrosion resistance in mold steel is critical when you are running abrasive resins or operating in humid environments. Without it, your cooling channels can clog with rust, and your cavity surfaces can pit over time, ruining your finish.
Certain plastics, like PVC, release corrosive gases during the molding process that can attack the tool surface. You need a martensitic stainless steel grade to protect your investment from being eaten away from the inside out.
Working with Corrosive Resins
If you are molding fluoropolymers or certain flame-retardant resins, a standard tool steel will degrade rapidly. Stainless grades provide the chemical resilience needed to maintain a high-quality surface through millions of shots.
Here is the kicker:
- Stainless steel prevents the formation of “flash” caused by surface pitting.
- It reduces the frequency of “stripping and re-polishing” the tool.
- Tool longevity is significantly increased in harsh environments.
The bottom line: the cost of stainless is often lower than the cost of repeated tool repairs.
Atmospheric Protection and Maintenance
If your facility isn’t climate-controlled, standard steels will rust during storage or even during long production runs. Stainless grades reduce the need for heavy grease and labor-intensive cleaning every time you pull a tool from the rack.
But wait, there’s more:
- Cooling channels stay clean and efficient for longer.
- Setup times are reduced because tools require less preparation.
- The risk of rust transferring to your plastic parts is eliminated.
- Clean cooling channels mean consistent parts.
- Reduced maintenance labor saves money.
- Storage is safer and easier for global logistics.
Think about it: a rusted cooling channel is a thermal bottleneck that kills your production efficiency.
Key TakeawayStainless alloys provide a “set and forget” level of protection against both chemical attack and atmospheric degradation during storage.
| Threat | Standard Tool Steel | Stainless Mold Steel | |
|---|---|---|---|
| PVC Outgassing | Very High Risk | Highly Resilient | |
| Humidity/Rust | High Risk | Corrosion Resistant | |
| Maintenance Level | High Maintenance | Low Maintenance |
Utilizing stainless materials significantly lowers your long-term maintenance costs and prevents unplanned production downtime due to surface degradation issues.
Is through-hardenability vital for mold steel?
Through-hardenability is vital because it ensures the steel maintains a consistent hardness from the surface all the way to the center of a thick block. This is especially important when you are machining deep cavities or large-scale parts that require rigorous quality inspection.

If your steel only has “surface” hardness, the material gets softer as you machine deeper into the block. This leads to uneven wear and can cause the tool to fail prematurely in high-pressure areas.
Consistent Hardness in Deep Cavities
Uniform hardness ensures that your tool performs predictably regardless of the machining depth. This is critical for parts with deep ribs or complex geometries where the pressure is concentrated far below the original surface.
Think about it:
- Predictable hardness leads to predictable tool life.
- It prevents “soft spots” that could lead to local deformation.
- Deep machining won’t reveal lower-quality, softer material.
The bottom line: consistency is the mother of precision in large-scale manufacturing.
Reliability for Large Core Blocks
For tools over 14 inches thick, standard alloys often lose their strength in the center due to cooling limits during heat treat. You must choose a patented grade specifically designed to stay hard throughout the entire cross-section.
But wait, there’s more:
- Large blocks are expensive, so failure is not an option.
- Through-hardenability ensures the entire structure supports the load.
- It simplifies the heat treatment process for massive components.
- Vital for automotive bumpers.
- Essential for large housing molds.
- Guarantees performance in the core.
Here is the kicker: specifying a through-hardened alloy is the only way to guarantee the structural integrity of large-format molds.
Key TakeawayUniform hardness across the entire block ensures predictable machining and consistent tool life for even the largest industrial molds.
| Block Thickness | Standard Steel | High-Hardenability Grade | |
|---|---|---|---|
| Up to 10 Inches | Generally Consistent | Very Consistent | |
| Over 15 Inches | Surface Hardness Only | Uniform Through-Hardness |
Specifying a through-hardened alloy is the only way to guarantee the structural integrity of large-format molds used in automotive or heavy manufacturing.
When should you use stainless mold steel?
You should use stainless mold steel for medical, audiology, and food-safe applications where hygiene and biocompatibility are paramount. These grades are also the standard choice when you need to perform significant welding during tool repairs or modifications.
In medical manufacturing, you cannot afford any contaminants. Stainless steel’s resistance to corrosion means it won’t flake or leach impurities into sensitive parts like surgical tools or hearing aid components.
Medical and Food-Grade Applications
Regulatory compliance often dictates the use of stainless materials for anything touching medical-grade plastics. These alloys ensure that the mold itself never becomes a source of contamination during the cleanroom production process.
Here is the kicker:
- Stainless steels are easier to sterilize between production runs.
- They maintain a pristine surface finish without chemical coatings.
- Biocompatibility is maintained through the entire production life.
Think about it: in a regulated industry, the material of the tool is as important as the resin itself.
Welding and Repair Characteristics
Certain precipitation-hardening stainless steels offer excellent welding characteristics without the need for intense heat treatment. They don’t require the same pre-heating as standard tool steels, making emergency repairs much faster.
But wait, there’s more:
- Welded areas blend perfectly with the surrounding material.
- Cracking potential in heat-affected zones is significantly reduced.
- Tool modifications can be made without stripping the entire mold.
- Faster repair turnaround times.
- Reduced risk of weld cracking.
- Improved blending for aesthetics.
The bottom line: stainless grades are a smart investment if you anticipate frequent design changes or repairs.
Key TakeawayStainless grades are essential for sensitive industries and offer the most efficient path for rapid tool repair and maintenance.
| Application | Recommended Material | Primary Benefit | |
|---|---|---|---|
| Surgical Tools | 420 Stainless | Biocompatibility / Hygiene | |
| Frequent Repairs | 15-5 PH Stainless | Excellent Welding Ease | |
| Food Packaging | Stainless Grades | Corrosion and Cleanliness |
By matching a stainless grade to your application, you satisfy strict regulatory requirements while simplifying your tool maintenance procedures.
How do you balance mold steel cost and speed?
You balance cost and speed by matching the grade of your mold steel to your specific production volume and the “rapid” nature of your project. High-quality finishes require precision mold cavities that can handle the specific flow of your resin.

Don’t pay for million-cycle durability if you only need a bridge tool to last six months. However, the cheapest block of steel often becomes the most expensive tool if it requires 40% more machining time.
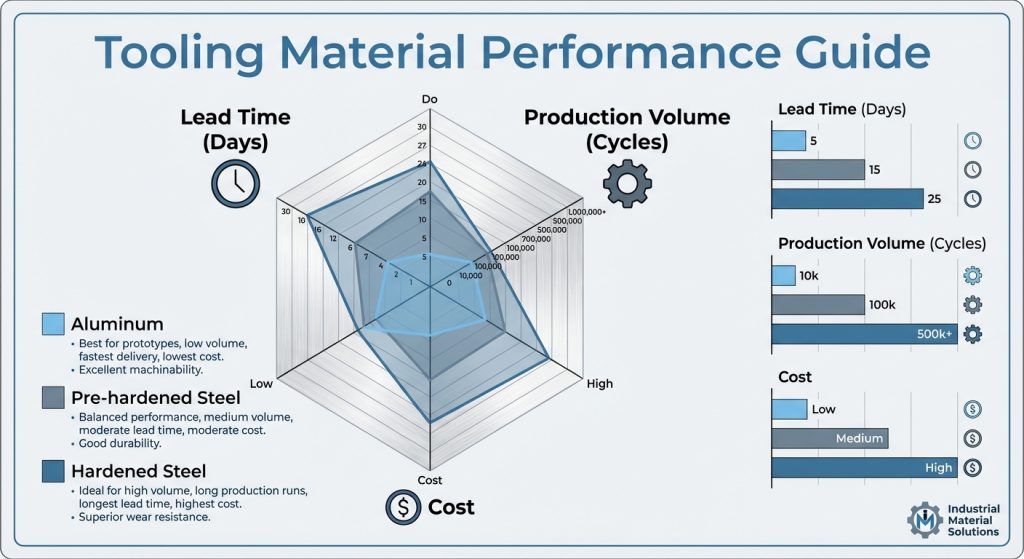
Aluminum vs Steel for Short Runs
Aluminum is significantly faster to machine than steel, making it a strong contender for the “king of speed.” However, if your cycle involves high heat or abrasive resins, a low-cost, pre-hardened steel might be the more durable, cost-effective choice long-term.
Think about it:
- Aluminum has excellent thermal conductivity.
- Pre-hardened steel offers better surface protection.
- Machining time is a major driver of total tool cost.
The bottom line: the right choice depends on your specific cycle count and resin abrasiveness.
Analyzing Total Cost of Ownership
You should analyze the “cost-per-hour” in the machine shop, not just the “cost-per-pound” of the raw material. High-performance alloys that cut faster can often lower the total tool price despite a higher raw material cost.
But wait, there’s more:
- Better machinability leads to less tool wear on CNC bits.
- Uniform material reduces the need for manual rework.
- Predictable behavior on the press reduces scrap rates.
- Machining speed affects lead time.
- Material uniformity reduces rework.
- Predictability saves money on the press.
Here is the kicker: the most expensive steel is the one that breaks your production schedule.
Key TakeawayTotal project cost is optimized when you select a material that balances raw purchase cost with machining speed and long-term durability.
| Material | Raw Cost | Machining Speed | Overall ROI | |
|---|---|---|---|---|
| Aluminum | Moderate | Ultra Fast | High (Prototypes) | |
| Machinable P20 | Low | Fast | High (Short Runs) | |
| Premium H13 | High | Slow | High (Mass Prod) |
True value is found in selecting the alloy that minimizes lead time today while protecting your production schedule for tomorrow.
What are the best applications for mold steel?
The best applications for mold steel span across industries like automotive, aerospace, and consumer electronics where precision is non-negotiable. Whether it’s a massive car bumper or a high-tech drone housing, the quality of the steel defines the success of the part.
In these sectors, you need high-strength alloys that can handle large parts and maintain tight tolerances. The materials must be reliable enough to produce thousands of parts with zero dimensional drift or surface degradation.
Automotive and Aerospace Components
Large parts like blade guards or dashboard panels require alloys with exceptional through-hardenability and toughness. These tools are subjected to immense forces, and any failure can lead to catastrophic production stoppages.
But wait, there’s more:
- Materials like H13 offer excellent abrasion resistance at high temperatures.
- Toughness prevents cracking in complex, thin-walled designs.
- Consistent thermal properties ensure parts don’t warp during cooling.
Think about it: the integrity of an aerospace component starts with the tool that formed it.
Consumer Electronics and Packaging
For products like smartphone cases or cosmetics packaging, the focus is on aesthetic perfection. Here, you prioritize steels with maximum polishability to ensure every part looks flawless on the retail shelf.
Here is the kicker:
- High-gloss finishes require the highest internal cleanliness.
- Fine details require a material that supports high-precision machining.
- Texturing must be perfectly consistent across different tool cavities.
- Aesthetics drive retail success.
- Precision ensures part assembly.
- Longevity maintains brand quality.
The bottom line: every industry has a “sweet spot” grade that balances its specific needs for size, finish, and compliance.
Key TakeawayMatching your material choice to your industry’s specific challenges is the final step in ensuring a successful and profitable production run.
| Industry | Primary Need | Typical Grade Used | |
|---|---|---|---|
| Automotive | Large Size / Toughness | Modified P20 (MD) | |
| Medical | Hygiene / Precision | 420 Stainless (420M) | |
| Electronics | Finish / Fine Texture | Remelted P20 (MLQ) |
Successful manufacturing depends on selecting a material that understands the unique stresses and aesthetic requirements of your specific market vertical.
Selecting the right alloy is the foundation of every successful molding project. By understanding the trade-offs between speed, cost, and durability, you can navigate from rapid prototyping to mass production with total confidence. We have spent decades developing chemistries that meet these evolving molding challenges for various applications. If you are ready to optimize your next project, contact us today to receive a expert recommendation tailored to your particular application and resin choice.
FAQ
Can I use aluminum instead of steel for injection molding?Yes, aluminum is a direct judgment for prototype and low-volume runs because it machines five to ten times faster than steel and offers excellent thermal conductivity. However, it lacks the durability and wear resistance needed for high-volume production or abrasive resins.
What’s the best steel for clear plastic parts?The best choice is a remelted stainless steel or a remelted P20 grade because these materials undergo an additional melting process to eliminate microscopic impurities that would otherwise cause surface defects. This ensures an SPI A1 finish or better for optical clarity.
How do I know if I need through-hardened steel?You need this grade if you are machining a tool block deeper than 10 to 14 inches or creating a large-scale mold because standard steels often lose their hardness in the core of massive blocks. Through-hardened alloys ensure consistent wear resistance across the entire cross-section of the tool.
Can I weld my mold steel if I need design changes?Yes, you can weld most grades, but precipitation-hardening stainless steels are the direct answer for frequent modifications because they offer excellent welding characteristics without the need for intensive pre-heating and post-heating. This significantly reduces the risk of cracking in the heat-affected zone.
How do I know if my resin is too abrasive for standard P20?You should move to a higher chromium or vanadium grade if you are running glass-filled resins or high-heat thermoplastics because the abrasive fibers will “wash out” the surface of standard P20 over time. Steels like H13 provide the necessary vanadium carbides to resist this erosive wear.