What is plastic injection molding in manufacturing?
Plastic injection molding is a high-precision manufacturing process that involves injecting molten plastic resin into a custom-engineered metal mold to create consistent, complex parts at scale. You are facing high production costs, inconsistent part quality, or slow time-to-market with your current manufacturing methods. Small errors in mold design or material selection can lead to thousands of dollars in wasted resin and delayed product launches.
This guide provides a deep dive into plastic injection molding , explaining how this high-efficiency process works and how you can leverage it to achieve consistent results. By understanding these mechanics, you can optimize your procurement and engineering strategies for long-term success. You will discover how this technology defines the backbone of modern mass production across every major industrial sector.
How does it define mass production?
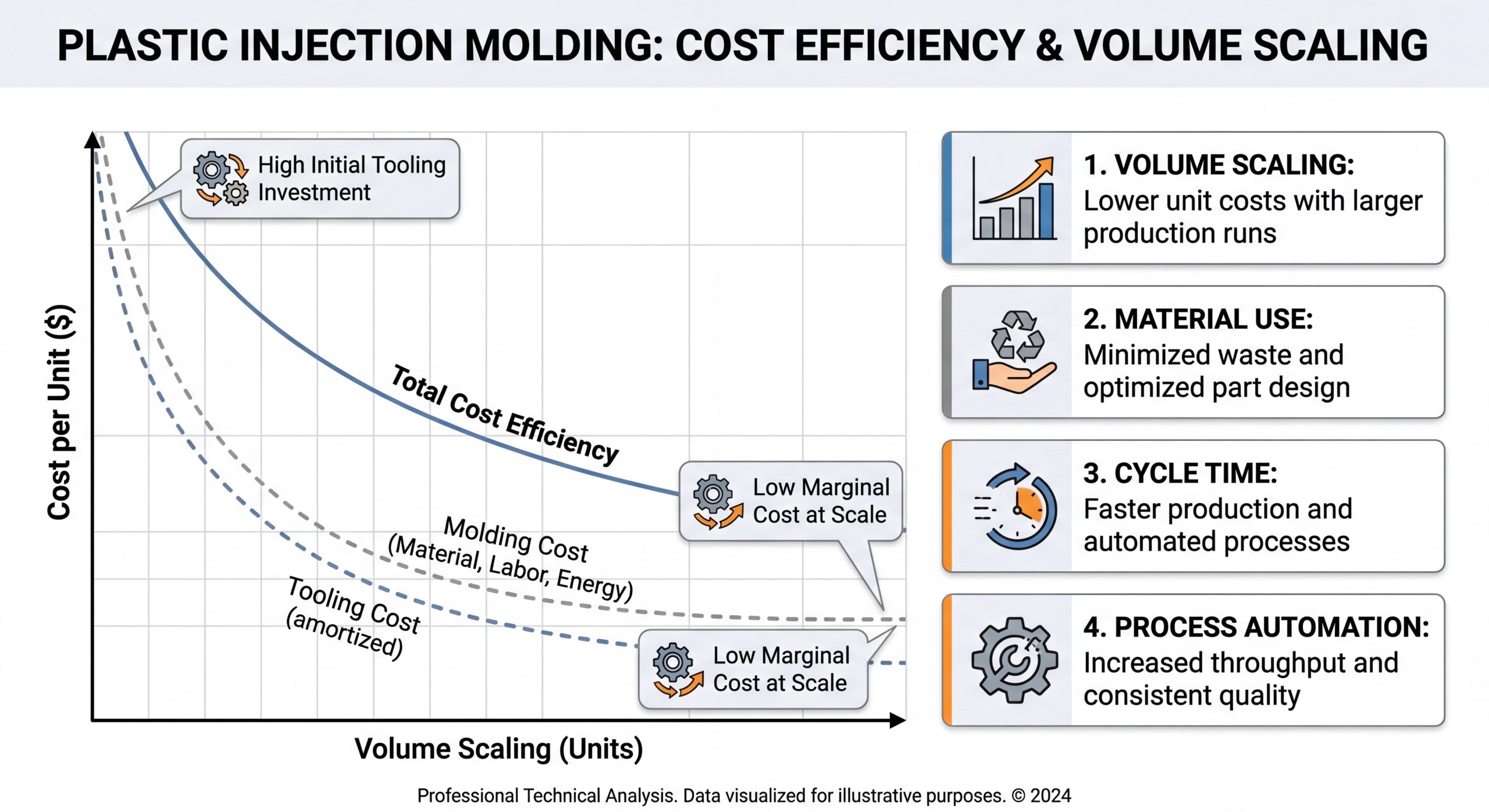
You can rely on this process to produce millions of identical components with minimal variation between the first and last unit. The primary advantage for your business is the extreme scalability where the cost per unit drops significantly as your production volume increases.
Here’s the kicker:
- It supports incredibly complex geometries that other methods cannot reach.
- Automation reduces your manual labor costs and human error.
- High-speed cycles allow you to meet sudden market demands.
What is the history of this technology?
You might be surprised to learn that this process evolved from simple comb-making into a sophisticated science capable of ±0.01mm tolerances. Over the decades, engineers moved from manual plungers to the modern reciprocating screw, which ensures your resin is perfectly homogenized.
But that’s not all.
- Early machines used simple celluloid materials before modern thermoplastics.
- The 1950s introduced the reciprocating screw, revolutionizing precision.
- Modern systems now utilize AI and digital twins for optimization.
Key Takeaway: Plastic injection molding is the gold standard for high-volume manufacturing, offering unmatched consistency and cost-efficiency for complex geometries.
How does the plastic injection molding process work?
The process works as a continuous cycle of feeding, melting, injecting, and cooling plastic material within a specialized machine. During a typical run of plastic injection molding, your raw resin is transformed from solid pellets into a finished, functional component in seconds.
What happens during the melting phase?
You start by feeding raw resin pellets into a large hopper at the top of the injection molding machine. As these pellets move into the heated barrel, a rotating screw creates friction and applies heat to transform the solid plastic into a molten state.
Here’s the deal:
- Gravity pulls the pellets into the throat of the machine.
- Heater bands around the barrel maintain precise thermal control.
- The screw’s rotation ensures a consistent melt temperature for your parts.
How is the material injected into the mold?
You will see the reciprocating screw move forward like a piston once the plastic is fully melted. This action forces the molten material through a nozzle and into the cold cavities of the metal mold tool under immense pressure.
But wait, there’s more.
- High pressure ensures the material fills every intricate detail.
- Check valves prevent the molten plastic from flowing backward.
- Clamping units hold the mold halves shut against the injection force.
How does the cooling and ejection work?
You must allow the molten plastic to cool and solidify within the water-cooled channels of the mold tool. Once the part is rigid, the mold opens, and mechanical ejector pins push the finished component out into a collection bin.
Believe it or not:
- Cooling time often accounts for the largest portion of the cycle.
- Ejector pins must be strategically placed to avoid marking your part.
- The mold immediately closes again to begin the next cycle.
Key Takeaway: The process is a cyclical sequence of melting, injecting, cooling, and ejecting, all controlled by precise timing and pressure parameters.
| Phase | Key Action | Benefit to You | |
|---|---|---|---|
| Plasticization | Resin pellets are melted in a heated barrel. | Ensures material homogeneity. | |
| Injection | Molten plastic is forced into the mold cavity. | Creates complex, high-detail shapes. | |
| Cooling | The part solidifies within the water-cooled tool. | Guarantees dimensional stability. |
This systematic approach ensures that every cycle yields a part that meets your exact engineering specifications.

Why use plastic injection molding for production?
You choose this method because it offers the lowest cost-per-part for high-volume production while maintaining the highest level of repeatability. When you implement plastic injection molding , you gain a competitive edge through manufacturing speed and material efficiency.
Is it efficient for high-volume runs?
You will find that once the initial tooling is created, the speed of production is unmatched by any other plastic manufacturing method. Cycle times can be as short as a few seconds, allowing you to produce thousands of parts every single day.
Here’s the kicker:
- Rapid cycles mean you can get to market faster than competitors.
- High-cavity molds allow you to produce multiple parts per cycle.
- Automation minimizes the need for a large post-processing workforce.
Does it offer high-precision consistency?
You can trust that your 1,000,000th part will be identical to your first because the process is highly controlled. This level of repeatability is essential for your B2B supply chain, where components must fit perfectly into larger assemblies.
But that’s not all.
- Standardized pressures ensure uniform part density and strength.
- Advanced sensors monitor every cycle to catch deviations instantly.
- High-grade steel molds prevent dimensional drift over long runs.
Key Takeaway: Choosing this method ensures that your 10,000th part is identical to your first, providing the reliability required in B2B supply chains.
| Benefit | Impact on Your Business | |
|---|---|---|
| Low Waste | Regrind can often be recycled back into production. | |
| Complexity | Allows for features like undercuts and internal threads. | |
| Labor Costs | Highly automated process reduces manual finishing. |
By prioritizing consistency and speed, you significantly reduce the risk of assembly failures and production bottlenecks.
What materials work for plastic injection molding?
There are thousands of different thermoplastics and elastomers you can use, ranging from commodity resins to high-performance engineering plastics. Selecting the right resin for plastic injection molding depends entirely on your part’s intended environment and mechanical requirements.
Which thermoplastics offer the best durability?
You should look at resins like ABS or Polycarbonate if your application requires high impact resistance and structural integrity. These materials are widely used because they offer a perfect balance of processability and long-term durability.
Here is the deal:
- ABS: Excellent for housings and automotive interior trim.
- Nylon (PA): Ideal for gears and bushings due to wear resistance.
- Polypropylene (PP): The go-to for chemical resistance and living hinges.
How to select resins for medical use?
You must ensure that your selected material is biocompatible and can withstand rigorous sterilization processes. Medical-grade resins are specifically formulated to maintain their properties after exposure to gamma radiation or autoclaving.
But wait, there’s more.
- High-clarity polymers allow for visual inspection of fluid levels.
- Chemical resistance prevents degradation when exposed to disinfectants.
- Traceability is mandatory to meet IATF 16949 and ISO standards.
Key Takeaway: Material selection is critical; the chosen resin must balance mechanical requirements with the specific flow characteristics of the mold design.
| Material Type | Common Applications | Key Property | |
|---|---|---|---|
| ABS | Automotive trim, housings | High impact resistance | |
| Nylon (PA) | Gears, industrial bushings | Excellent wear resistance | |
| PP | Living hinges, containers | Chemical and fatigue resistance |
Selecting the correct material from the start prevents premature part failure and ensures your product stands up to real-world use.
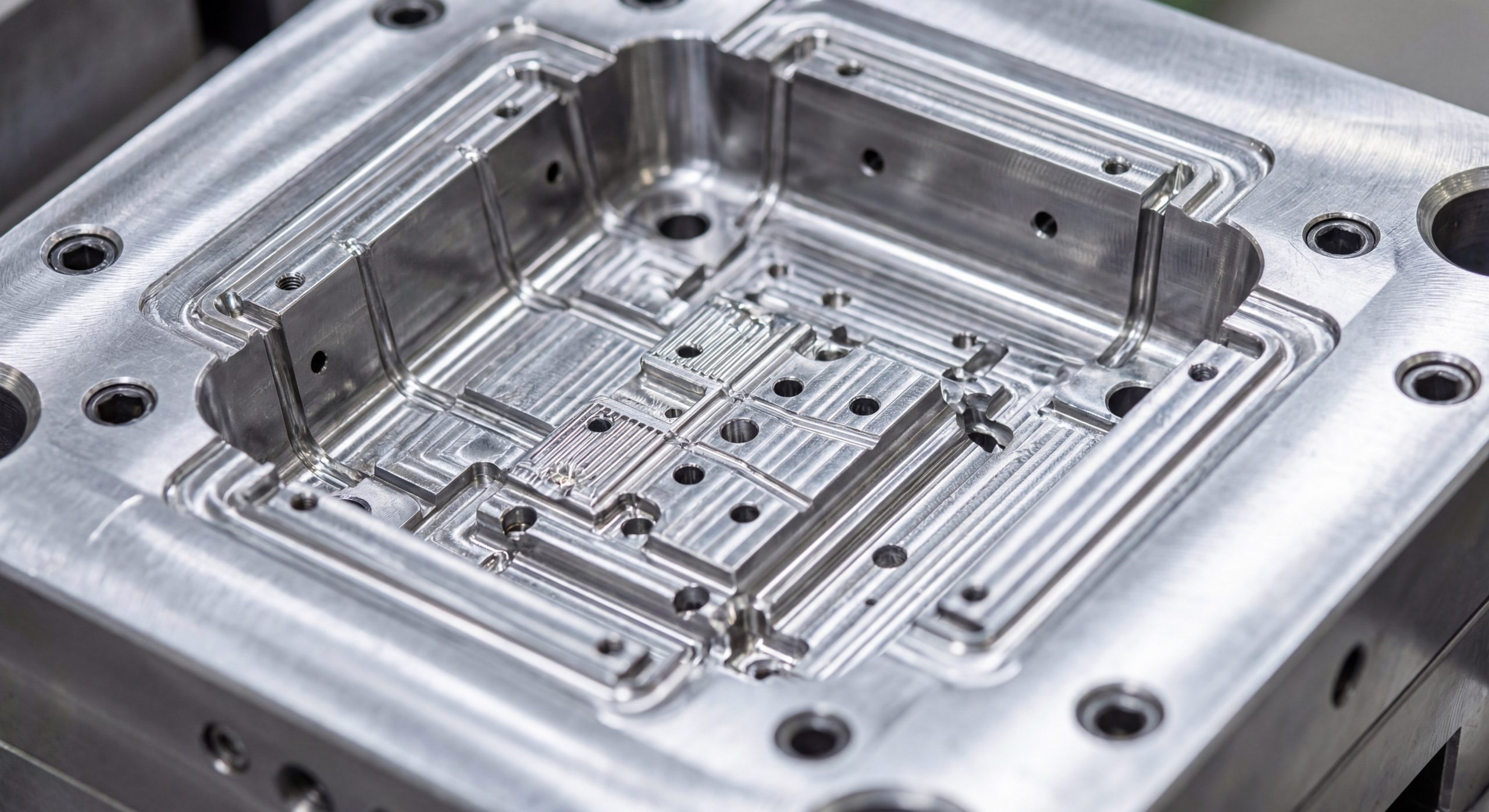
How is a plastic injection molding tool created?
The tool is created through a meticulous process of engineering design, CNC machining, and electrical discharge machining (EDM) to form a negative cavity of your part. Creating a high-quality plastic injection molding tool is the most important investment you will make in your manufacturing journey.
What is the role of DFM analysis?
You should never skip Design for Manufacturability (DFM) because it identifies potential flaws before you cut any steel. Our engineers review your CAD files to optimize wall thicknesses and draft angles, ensuring the part can be molded efficiently.
Here’s the kicker:
- DFM reduces the risk of sink marks and warping.
- It identifies the best gate locations for optimal material flow.
- Early analysis can save you up to 20% in long-term tooling costs.
Why is mold cavity precision important?
You need extreme precision in the mold cavity to ensure your parts meet tight tolerances and require no secondary machining. High-grade hardened steel is used to maintain these dimensions over hundreds of thousands of cycles.
But that’s not all.
- CNC milling creates the general shape with high accuracy.
- EDM is used for fine details that milling tools cannot reach.
- Mirror polishing ensures your parts have the required surface finish.
Key Takeaway: A high-quality tool is a long-term investment that dictates the quality, speed, and lifespan of your production run.
| Tooling Stage | Objective | |
|---|---|---|
| Design | Optimizing wall thickness and draft angles for ejection. | |
| Machining | Using CNC and EDM to create the negative of the part. | |
| Validation | Running T1 samples to verify dimensions and finish. |
Investing in a precision-engineered tool ensures your production remains stable and defect-free for the life of the project.
Can you reduce plastic injection molding costs?
You can reduce costs by simplifying part geometry, optimizing mold cavitation, and selecting the most appropriate resin for your budget. Although plastic injection molding requires an upfront investment, strategic design choices will lower your total cost of ownership significantly.
How does mold complexity affect pricing?
You should avoid complex features like undercuts if they are not strictly necessary, as they require expensive side-actions or sliders in the mold. The more moving parts your tool has, the higher the initial fabrication and long-term maintenance costs will be.
Here is the deal:
- Simple “straight-pull” molds are the most affordable to build.
- Standardizing part sizes can help you use modular mold bases.
- Reducing the number of unique components lowers your SKU management costs.
Can overmolding reduce assembly costs?
You can eliminate secondary assembly steps by using multi-material molding to combine rigid and soft components in one cycle. This “2K” process allows you to add grips or seals directly to the part, saving you time and labor.
But wait, there’s more.
- It creates a permanent bond between materials without adhesives.
- Overmolding improves the ergonomic feel and value of your product.
- You reduce the risk of assembly errors by producing a finished unit.
Key Takeaway: Upfront DFM and strategic mold cavitation are the most effective ways to lower your total cost of ownership.
| Cost Driver | Optimization Strategy | |
|---|---|---|
| Part Geometry | Simplify designs to avoid complex moving parts. | |
| Cavitation | Increase cavity count to lower per-part cost. | |
| Material Choice | Use commodity resins where performance specs allow. |
Strategic planning during the design phase is the most effective way to protect your project’s profit margins.
Who uses plastic injection molding today?
Almost every industry uses this process, from automotive Tier 1 suppliers to medical device manufacturers and consumer electronics brands. By partnering with a leader in plastic injection molding , you join a global network of companies that prioritize precision and reliability.
How does the automotive sector use it?
You will find molded parts in everything from your car’s dashboard and interior trim to safety-critical components like airbag covers. The automotive industry relies on IATF 16949 standards to ensure every plastic part can withstand years of vibration and temperature changes.
Here’s the kicker:
- Lightweight plastic parts help improve overall fuel efficiency.
- High-precision molds create seamless interior aesthetic surfaces.
- Durable polymers are used for under-hood fluid tanks and housings.
What role does it play in electronics?
You interact with injection molded housings every time you use a remote control, a laptop, or an industrial sensor. These enclosures must be designed with perfect fits to protect sensitive internal circuitry from dust and moisture.
But that’s not all.
- Tight tolerances ensure buttons and ports align perfectly.
- Specialized resins can provide EMI/RFI shielding for electronics.
- High-volume capacity meets the rapid product cycles of the tech world.
Key Takeaway: From safety-critical car parts to life-saving medical devices, this process supports virtually every modern industrial sector.
| Industry | Typical Components | |
|---|---|---|
| Automotive | Airbag covers, dashboards, fluid tanks. | |
| Medical | Syringes, diagnostic housings, surgical tools. | |
| Consumer | Personal care shells, tool handles, enclosures. |
This widespread adoption proves that the process is the most versatile and reliable solution for modern hardware manufacturing.
How is plastic injection molding quality tested?
Quality is tested through a combination of automated process monitoring, visual inspection, and high-precision Coordinate Measuring Machine (CMM) verification. During the production of plastic injection molding, every variable is tracked to ensure your parts never fall out of tolerance.
What are IATF 16949 standards?
You benefit from these standards because they represent the most rigorous quality management system in the global manufacturing industry. These protocols focus on defect prevention and the reduction of variation in your supply chain.
Here’s the deal:
- It requires full material traceability for every production lot.
- Regular audits ensure the manufacturer’s equipment is properly maintained.
- Continuous improvement cycles help lower your defect rates over time.
Why use CMM for dimensional inspection?
You need CMM inspection to verify that your part’s complex surfaces match the original CAD model down to the micron. This is especially critical for mating parts where even a tiny deviation can lead to assembly failures.
But wait, there’s more.
- Automated probes check thousands of data points in seconds.
- Digital reports provide you with objective proof of part quality.
- It identifies tool wear early so you can perform preventative maintenance.
Key Takeaway: Stringent quality control at every stage—from material incoming to final inspection—is non-negotiable for industrial applications.
| QC Method | Purpose | |
|---|---|---|
| CMM Inspection | Precise dimensional verification against CAD models. | |
| Visual Check | Identifying surface defects like sink marks or flash. | |
| Material Lab | Testing resin properties to ensure strength. |
A robust quality framework protects your brand’s reputation and prevents the massive costs of product recalls.

What is the plastic injection molding lead time?
Lead times typically range from 4 to 8 weeks for mold fabrication, followed by a few days for sample approval and mass production setup. While you might consider plastic injection molding a long-term commitment, the speed of the eventual production phase makes up for the initial wait.
How long does mold fabrication take?
You should expect the design and machining of a high-precision steel tool to take roughly 25 to 35 days. This window allows for precise CNC milling, EDM detailing, and the fitting of cooling and ejection systems.
Here’s the kicker:
- T1 samples are usually sent to you for review within 4 weeks.
- Express tooling options can sometimes shorten this to 2 weeks.
- Simple aluminum molds can be built faster for low-volume testing.
Can CNC machining speed up prototyping?
You can use CNC machining to create functional prototypes in days while your permanent injection mold is still being fabricated. This “bridge tooling” strategy allows you to begin testing your designs and showing samples to stakeholders immediately.
But that’s not all.
- CNC parts use the same resins as your final molded components.
- It allows you to catch design errors before you commit to steel.
- You can iterate your design quickly without high tooling costs.
Key Takeaway: While tooling requires an initial time investment, the resulting production speed (thousands of parts per day) offers the fastest long-term scaling.
| Phase | Typical Duration | |
|---|---|---|
| DFM & Design | 2–5 Days | |
| Tool Machining | 25–35 Days | |
| Sample Approval | 3–7 Days |
Understanding these timelines helps you plan your product launch more effectively and manage stakeholder expectations.
How to start a plastic injection molding project?
You start by providing a detailed 3D CAD model and material specifications to your manufacturing partner for a comprehensive quote. Successful plastic injection molding projects are built on clear communication and early engineering collaboration.
Why partner with a Shenzhen manufacturer?
You gain access to a world-class ecosystem of material suppliers, toolmakers, and logistics experts that can accelerate your timeline. Shenzhen manufacturers offer a unique blend of high-speed execution and competitive pricing that is difficult to find elsewhere.
Here’s the deal:
- Integrated supply chains reduce your lead times for raw materials.
- Expertise in global shipping ensures your parts arrive on time.
- Proximity to major ports simplifies your international logistics.
How to evaluate technical expertise?
You should look for a partner with IATF 16949 certification and a proven track record in your specific industry. Reviewing their equipment list and requesting past DFM reports will give you insight into their engineering depth.
But wait, there’s more.
- Check if they have experience with multi-material (2K) molding.
- Ask about their internal CMM and quality control capabilities.
- Ensure they provide transparent project management and weekly updates.
Key Takeaway: Success begins with clear communication and a partner who provides proactive engineering support before the first steel is cut.
| Step | Action Item | |
|---|---|---|
| 1. RFQ | Send 3D CAD files and material specifications. | |
| 2. Review | Discuss the DFM report and optimize for cost. | |
| 3. Tooling | Kick off mold fabrication with weekly updates. |
Following these steps ensures that your project moves from concept to mass production with minimal risk and maximum efficiency.
Conclusion
Plastic injection molding is a sophisticated manufacturing process that requires a balance of engineering precision and material science. We solve your most difficult production challenges by providing end-to-end support, from initial DFM analysis to high-volume IATF 16949 certified manufacturing. Our team at CN Precision is dedicated to delivering high-precision mold-making and molding solutions that help global brands scale with confidence. Our vision is to be the most trusted manufacturing partner in Shenzhen, driving innovation through quality and reliability.
Are you ready to optimize your next production run and reduce your manufacturing risks? Contact us today for a free DFM review and technical consultation with our senior engineering team.
Frequently Asked Questions
Can I use recycled materials for industrial molding?Yes, you can often incorporate “regrind” or post-consumer resins depending on your part’s mechanical requirements. Most industrial projects allow for a specific percentage of recycled content without sacrificing structural integrity.
What’s the best way to avoid sink marks on my parts?The best strategy is to maintain uniform wall thicknesses and follow the 70% rule for rib-to-wall ratios. Proper DFM analysis during the design phase will catch these issues before they become permanent defects in your tool.
How do I know if my part is suitable for overmolding?You should evaluate if your part requires a soft grip, a watertight seal, or multiple colors in a single unit. If your assembly process currently involves gluing or snapping two different materials together, overmolding is likely a better solution.
Can I modify the mold once it has been built?Yes, you can make “steel-safe” changes by removing more metal from the mold, but adding material back is much more difficult and expensive. This is why we emphasize the importance of rigorous prototyping and DFM review before the tool is finalized.
What’s the best material for a living hinge design?Polypropylene (PP) is widely considered the best choice because its molecular structure allows it to bend thousands of times without fatigue or failure. You must ensure the hinge thickness is carefully designed to allow the molecules to orient properly during injection.