Mold inspection standards of practice for industrial tooling establish the technical protocols for evaluating the structural integrity, dimensional accuracy, and operational readiness of injection molds. You might find your production line stalled due to unexpected cavity wear or micro-cracking that went unnoticed during a hasty setup. This inconsistency threatens your delivery schedules and erodes client trust in high-stakes B2B manufacturing. By implementing a rigorous mold inspection based on professional standards, you can mitigate these risks and ensure every shot meets precision requirements.
What defines the scope of a technical mold inspection?
The scope of a technical inspection includes a non-invasive visual examination of the readily accessible components alongside moisture and temperature measurements. This standardized process ensures that every critical part of your tooling is reviewed
Mold Inspection Standards of Practice for Industrial Tooling
The standards of practice for industrial tooling establish a comprehensive baseline for evaluating the structural integrity, dimensional accuracy, and production readiness of injection molds. Unplanned manufacturing delays caused by premature tooling failures frequently cost companies thousands of dollars in unscheduled downtime and wasted raw materials. Ignoring early warning signs like micro-cracks or dimensional drift only exacerbates this issue, eventually leading to catastrophic tool failure in the middle of a critical run. Implementing a rigorous mold inspection protocol ensures your tooling maintains strict compliance and operates at peak efficiency.
What is the scope of a technical mold inspection?
The scope encompasses a systematic, non-invasive evaluation of all readily accessible tooling components to verify their condition and mechanical functionality. A technical mold inspection creates an essential baseline for quality assurance before mass production commences. You must verify both the physical state of the cavity steel and its alignment with original engineering specifications. This evaluation focuses heavily on identifying existing wear and establishing current operational parameters.
Establishing the tooling SOP
Standard operating procedures govern how technicians approach every tool that enters the maintenance facility. You need a structured framework that dictates which components are checked, cleaned, and measured. Consistent methodologies prevent oversight and ensure data uniformity across different production cycles.
Here is the deal: adhering to a strict protocol guarantees that no critical component is bypassed during the teardown phase.
- Review of original 3D CAD models
- Verification of steel certificates
- Documentation of current cycle counts
- Assessment of initial visual wear
Validating for future runs?
Are the results of an audit predictive of future success? The findings only represent a point-in-time snapshot of the tool’s current condition. Environmental factors, press tonnage, and resin choices will continuously impact the tool’s future performance.
Primary vs. detached components
Evaluations typically separate the core and cavity blocks from external systems like temperature controllers. This segregation allows engineers to isolate variables when troubleshooting flash or short shots. You must clearly define the boundaries of the audit to manage client expectations effectively.
Key Takeaway: Defining the precise scope of your evaluation ensures that all critical manufacturing variables are assessed, directly protecting your long-term tooling investments.
| Scope Category | Primary Focus | Expected Outcome | |
|---|---|---|---|
| Documentation | CAD and cycle history | Baseline establishment | |
| Physical Steel | Core and cavity surfaces | Wear identification | |
| Ancillary Systems | Ejection and cooling | Functionality verification |
Analyzing the scope parameters allows engineering teams to allocate maintenance resources effectively.
Why is a complete mold inspection vital for quality?
A comprehensive evaluation prevents severe production delays by catching microscopic defects before they escalate into major mechanical failures. Maintaining strict IATF 16949 certification requires you to conduct a thorough mold inspection at designated intervals. This proactive maintenance strategy minimizes unexpected downtime and scrap rates. Your commitment to quality begins with the integrity of your tooling infrastructure.
Meeting automotive requirements
Automotive supply chains demand near-zero defect rates and absolute dimensional stability. You must prove that your tooling is capable of repeating tolerances across hundreds of thousands of cycles. Rigorous audits provide the empirical data needed for automotive compliance.
But wait, there is more: aligning your maintenance strategy with global standards unlocks access to top-tier manufacturing contracts.
- Traceability of component wear
- Validation of critical dimensions
- Documentation for OEM audits
Integrating ISO 9001:2015
Quality management systems rely heavily on predictable tooling performance. Integrating your audit schedule with ISO protocols ensures that preventative maintenance is treated as a core business process. This integration transforms tool maintenance from a reactive expense to a proactive asset.
How does auditing stop delays?
By identifying degraded O-rings, fatigued ejector pins, or blocked water lines early, you prevent mid-run stoppages. Scheduled maintenance is always less expensive than emergency repairs and expedited freight.
Key Takeaway: Implementing a comprehensive quality audit directly prevents catastrophic failures, keeping your production lines moving and protecting your profit margins.
| Quality Standard | Maintenance Focus | Business Benefit | |
|---|---|---|---|
| IATF 16949 | Defect prevention | Automotive compliance | |
| ISO 9001 | Process consistency | Operational stability | |
| Internal SOP | Mid-run prevention | Cost reduction |
Correlating inspection metrics with quality standards ensures seamless production audits.
When is a limited mold inspection appropriate?
A limited review is appropriate when a specific defect is isolated to a single cavity or component, allowing for targeted troubleshooting. Sometimes, a full mold inspection is unnecessary and actively hinders rapid response times. If you only have flash on one side of a multi-cavity tool, you isolate the review to that specific quadrant. This targeted approach saves valuable labor hours and returns the tool to the press faster.
Targeted cavity analysis
When specific symptoms appear on molded parts, engineers can bypass the full teardown. You focus exclusively on the gating, venting, or cooling of the problematic cavity. This localized approach rapidly identifies root causes like crushed vents or blocked gates.
Listen to this: executing a targeted review is the fastest way to resolve isolated defects without disrupting the entire production schedule.
- Focusing on isolated flash issues
- Investigating localized short shots
- Checking specific gate wear
Bypassing the full SOP
Rapid troubleshooting requires agility that standard procedures may restrict. You intentionally skip non-relevant checks to prioritize the immediate mechanical failure. This requires a high level of expertise to ensure no related issues are missed.
Documenting partial reviews
It is crucial to document that the tool only received a partial evaluation. This protects the engineering team from liability if an uninspected component fails shortly after.
Key Takeaway: Utilizing limited audits for isolated problems accelerates your troubleshooting process, drastically reducing machine downtime and labor costs.
| Defect Type | Targeted Action | Time Saved | |
|---|---|---|---|
| Localized Flash | Vent inspection | High | |
| Single Short Shot | Gate check | Medium | |
| Ejector Mark | Pin evaluation | High |
Strategic deployment of limited audits maximizes press utilization during troubleshooting.
How is a visual mold inspection performed?
A visual audit is executed using high-intensity lighting and magnification to scrutinize the cavity surfaces for wear, fatigue, and damage. You cannot rely on the naked eye alone during a visual mold inspection. Technicians meticulously scan mirror-polished surfaces and intricate geometry for the earliest signs of steel degradation. The goal is to spot micro-cracks before they propagate and destroy the tool.

Inspecting for fatigue and wear
Steel fatigue typically manifests near sharp corners and gate areas where pressure is highest. You use specialized LED magnifiers to hunt for galling, scratches, or stress fractures. Catching these surface anomalies early allows for cost-effective laser welding repairs.
Here is the deal: addressing surface wear immediately prevents the creation of defective parts that would otherwise fail quality control.
- Scanning gate perimeters
- Checking parting line integrity
- Evaluating polished surfaces
Assessing gates and runners
The gating system experiences the highest velocity and shear stress during injection. Technicians visually assess these channels for erosion that could alter the flow dynamics of the resin. Degraded gates lead to cosmetic defects and structural weaknesses in the final part.
Identifying damage before T1
Before the first shots are ever fired, visual checks confirm that assembly was perfect. You look for any handling damage or assembly errors that could ruin the tool during the first press closure.
Key Takeaway: Mastering visual assessments allows you to catch microscopic surface defects early, ensuring pristine cosmetic finishes on your final molded parts.
| Visual Check | Failure Risk | Repair Method | |
|---|---|---|---|
| Gate Erosion | Flow imbalance | Laser welding | |
| Parting Line | Flash creation | Re-machining | |
| Surface Scratches | Cosmetic defects | Re-polishing |
Systematic visual checks form the first line of defense against tooling degradation.
What systems require a routine mold inspection?
Routine audits must target the dynamic ejection, cooling, and hot runner systems to guarantee consistent cycle times and part release. A routine mold inspection extends far beyond the core and cavity blocks. Moving mechanisms and thermal regulation systems require continuous monitoring to prevent catastrophic binding or overheating. You must ensure that every sub-system functions synchronously to maintain optimal production efficiency.
Evaluating ejection systems
Ejector pins, return pins, and lifters endure immense friction during every cycle. You must inspect these components for galling, bending, or excessive wear that could cause the tool to seize. Proper lubrication and alignment checks are mandatory.
But wait, there is more: neglecting the ejection system is the leading cause of expensive mechanical tool crashes.
- Verifying pin lubrication
- Checking lifter angles
- Inspecting return springs
Examining cooling lines
Scale buildup inside water lines drastically reduces thermal transfer efficiency. Technicians check flow rates and use borescopes to identify mineral deposits or rust. Clean cooling channels are essential for maintaining fast, profitable cycle times.
Hot runner manifold checks
Electrical components within the hot runner require rigorous continuity and resistance testing. You ensure that all heater bands and thermocouples are communicating accurately with the controller.
Key Takeaway: Proactively maintaining internal mechanical and thermal systems secures your cycle times and prevents destructive tool crashes during high-volume runs.
| Tooling System | Critical Check | Impact on Production | |
|---|---|---|---|
| Ejection | Galling and alignment | Prevents tool binding | |
| Cooling | Flow rate and scale | Maintains cycle time | |
| Hot Runner | Heater continuity | Ensures resin flow |
Routine maintenance of dynamic systems is critical for high-volume manufacturing profitability.
Which measurements are mandatory in a mold inspection?
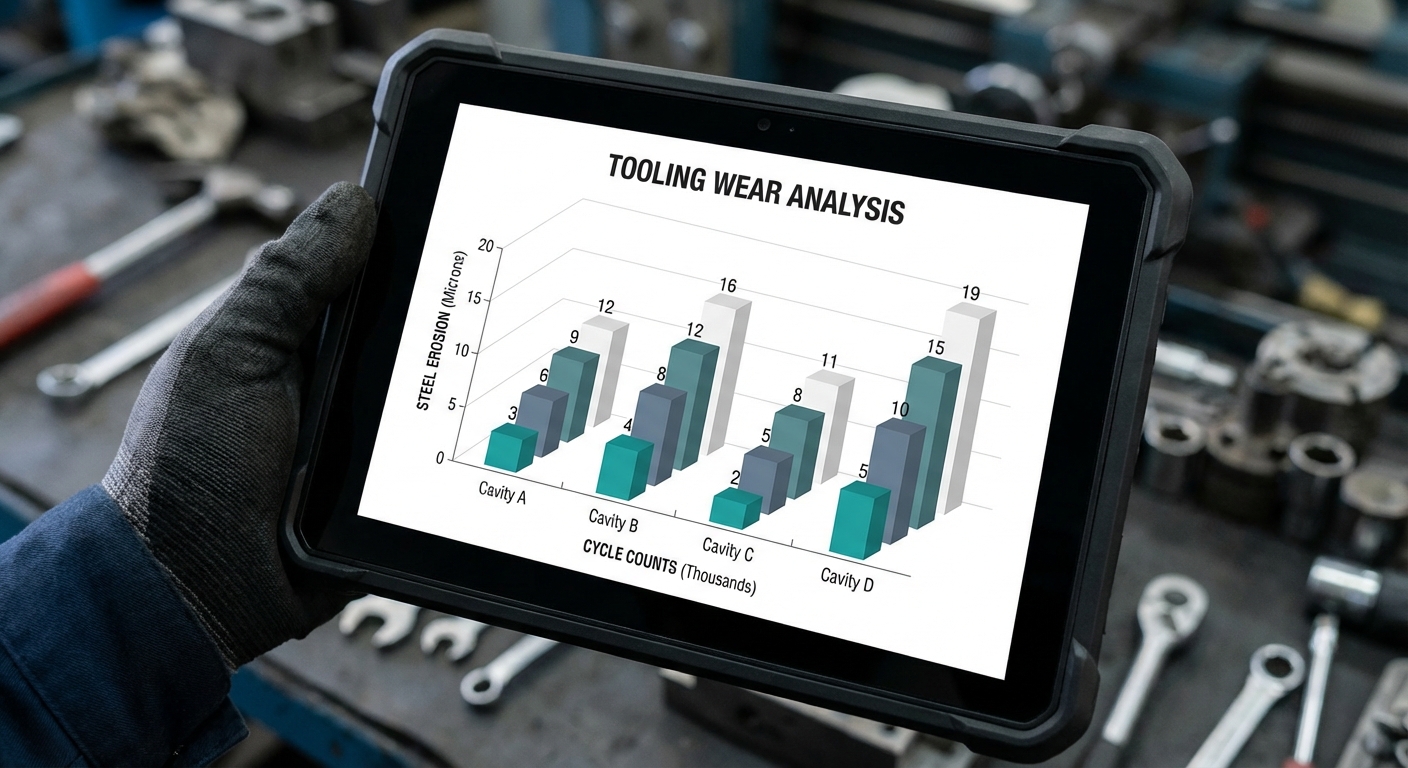
Mandatory measurements include verifying steel hardness, monitoring thermal conductivity, and recording exact dimensional tolerances. Every professional mold inspection relies on hard, quantifiable data rather than subjective opinions. You must measure the Rockwell hardness of the steel to ensure it has not softened due to operational heat. Capturing precise measurements provides the empirical foundation for all tooling maintenance decisions.
Measuring steel hardness
Portable hardness testers are deployed across critical areas of the cavity and core. If the steel has lost its temper, it will rapidly deform under injection pressure. You document these values to track material degradation over the tool’s lifespan.
Listen to this: recording hardness data allows you to predict exactly when a cavity insert will require replacement.
- Rockwell (HRC) testing
- Core pin hardness verification
- Cavity block sampling
Monitoring ambient conditions
The environment where the tool is stored and inspected plays a role in its longevity. High humidity in the tool room can introduce rust to unprotected P20 steel surfaces. You record these environmental factors to optimize storage protocols.
Recording temperature variances
During trial runs, thermal imaging helps record temperature variances across the mold face. Hot spots indicate blocked cooling lines or poor core cooling design.
Key Takeaway: Gathering precise metallurgical and thermal measurements empowers you to make data-driven decisions regarding tool maintenance and lifespan predictions.
| Measurement Type | Tool Utilized | Target Metric | |
|---|---|---|---|
| Hardness | Portable Rockwell Tester | Steel integrity (HRC) | |
| Thermal | Infrared Camera | Temperature delta | |
| Environmental | Hygrometer | Storage humidity |
Quantifiable data collection is the cornerstone of advanced tooling management.
How does CMM sampling improve a mold inspection?
CMM sampling provides micron-level dimensional verification, ensuring the tool geometry perfectly matches the original CAD specifications. Integrating Coordinate Measuring Machine data into a mold inspection elevates the audit from a visual check to a highly scientific validation. You can map out exact areas of steel erosion that are completely invisible to the human eye. This high-precision capability is non-negotiable for medical and automotive tooling.

High-precision verification
A CMM uses ruby-tipped probes to touch hundreds of critical points on the mold surface. You generate a 3D heat map that clearly illustrates any dimensional drift. This allows engineers to compensate for wear before the molded parts fall out of tolerance.
Here is the deal: CMM reports are the ultimate proof of tooling capability, highly demanded by Tier 1 automotive suppliers.
- Micron-level accuracy checks
- 3D heat map generation
- CAD-to-part comparisons
Using Mitsutoyo CMM technology
High-end equipment in a climate-controlled lab ensures that thermal expansion does not skew the results. You rely on these advanced machines to certify that complex geometries remain perfectly intact after high-volume runs.
Confirming steel authenticity?
While CMMs measure geometry, they cannot directly confirm steel grades. However, rapid dimensional loss detected by a CMM often points to the use of inferior, counterfeit steel.
Key Takeaway: Implementing CMM verification provides absolute certainty regarding dimensional accuracy, safeguarding your compliance with strict industry tolerances.
| CMM Benefit | Application | Industry Standard | |
|---|---|---|---|
| Precision | Micron-level checks | IATF 16949 | |
| Visualization | 3D Deviation maps | ISO 9001 | |
| Verification | CAD comparisons | Medical/Auto |
CMM integration bridges the gap between physical tooling and digital engineering specifications.
Can a mold inspection predict tool lifespan?
While audits cannot guarantee future outcomes, they successfully identify wear patterns that allow engineers to forecast remaining tool life. A comprehensive mold inspection acts as a health check, revealing the trajectory of steel degradation. By analyzing historical data against current measurements, you can estimate when major refurbishments will be required. This predictive approach is crucial for planning capital expenditures.
Limitations of point-in-time audits
An audit only confirms the condition on the day it was performed. If a press operator subsequently runs the tool with excessive tonnage, the lifespan will plummet regardless of the report. You must combine audit data with strict processing parameters.
But wait, there is more: consistent, historical audit data is far more predictive than a single, isolated inspection report.
- Tracking wear over time
- Analyzing cycle count impact
- Reviewing maintenance history
Identifying premature failure
If pitting or corrosion appears much earlier than the steel grade dictates, you know the tool’s lifespan is compromised. Engineers use this data to adjust cooling water chemistry or upgrade anti-corrosion sprays.
Establishing maintenance schedules
The ultimate goal of lifespan prediction is to create a tailored preventative maintenance schedule. You dictate exactly when O-rings, ejector pins, and hot runner tips must be replaced.
Key Takeaway: Utilizing inspection data to forecast tooling wear allows you to schedule maintenance proactively, avoiding unexpected capital expenditures.
| Analysis Factor | Predictive Value | Action Trigger | |
|---|---|---|---|
| Historical Wear | High | Resurface planning | |
| Cycle Counts | Medium | Component replacement | |
| Operator Logs | High | Process adjustment |
Predictive maintenance modeling extends tooling longevity and optimizes budget allocation.
What are exclusions in a standard mold inspection?
Standard evaluations specifically exclude dismantling complex hot runner systems or performing destructive metallurgical testing. It is vital to understand that a standard mold inspection has predefined boundaries to manage costs and turnaround times. You are not expected to tear down every single manifold or evaluate non-accessible internal water jackets. Clearly communicating these exclusions prevents disputes regarding hidden defects.
Non-readily accessible defects
Inspectors do not possess x-ray vision to see internal steel fatigue or sub-surface cracks. If a defect is not visible or accessible without significant machining, it is excluded from the standard report. You rely on operational symptoms to hint at these deeper issues.
Listen to this: defining exclusions upfront manages client expectations and streamlines the entire audit workflow.
- No destructive testing
- No complete manifold teardowns
- No internal jacket scoping
Dismantling hot runners?
Unless specifically requested and billed as a specialized service, technicians do not dismantle custom hot runner drops. Opening these systems carries a high risk of damaging fragile seals and thermocouples.
Defining non-invasive boundaries
The SOP is inherently non-invasive. You focus on what can be measured, touched, and visually confirmed without altering the tool’s fundamental assembly.
Keyীব Key Takeaway: Clearly understanding the boundaries and exclusions of your audit ensures accurate reporting and prevents unwarranted liability over hidden internal defects.
| Excluded Item | Reason for Exclusion | Alternative Check | |
|---|---|---|---|
| Internal Cracks | Non-visible | Operational symptoms | |
| Manifold Teardown | High damage risk | Electrical testing | |
| Destructive Testing | Ruins the tool | Surface hardness checks |
Establishing clear inspection boundaries streamlines maintenance operations and mitigates liability.
How do you document a professional mold inspection?
Professional documentation requires compiling dimensional data, visual evidence, and maintenance recommendations into a comprehensive, signed report. The true value of a mold inspection lies in how effectively the data is recorded and presented. You must create a digital and physical paper trail that proves the tool’s condition and compliance. This documentation is heavily scrutinized during automotive and medical supplier audits.
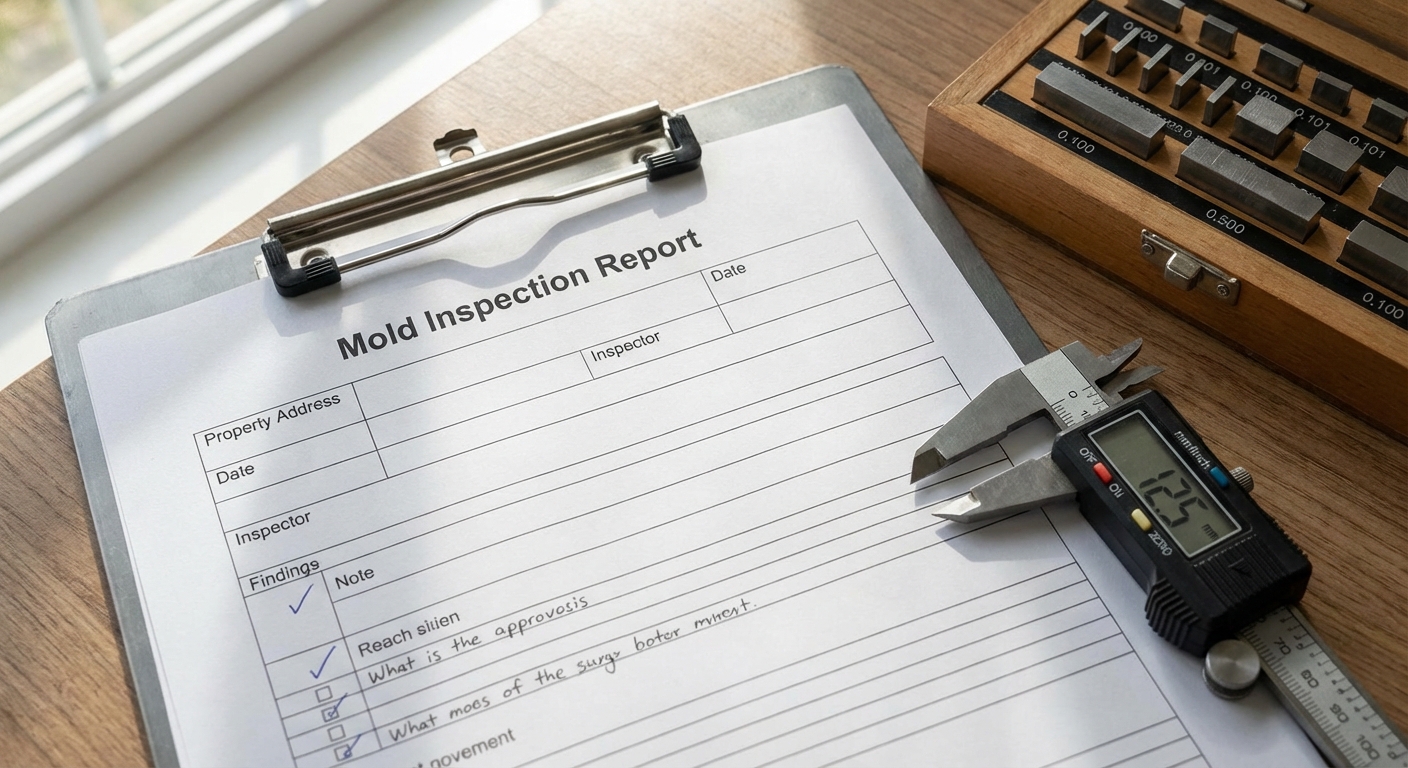
Writing a comprehensive report
A standard report details every component checked, the measurements taken, and any anomalies discovered. You include a summary of recommendations for repairs or process adjustments. This document serves as the official quality passport for the tool.
Here is the deal: a poorly documented inspection is essentially useless when defending your quality processes to an OEM.
- CMM dimensional attachments
- Photographic evidence of wear
- Technician sign-offs
Creating a Chain-of-Custody
When steel samples or critical components are sent for external laboratory testing, a strict chain-of-custody is maintained. You ensure that all evidence is tracked, preventing data tampering.
Providing visual evidence
High-resolution macro photographs of gate wear, venting damage, or water line rust are embedded directly into the report. Visual proof eliminates ambiguity and justifies repair costs to management.
Key Takeaway: Executing meticulous documentation practices guarantees traceability, satisfying strict OEM audit requirements and proving your commitment to quality.
| Documentation Element | Purpose | Value to Client | |
|---|---|---|---|
| CMM Data | Tolerance proof | Quality assurance | |
| Macro Photos | Visual verification | Justifies repairs | |
| Sign-offs | Accountability | Audit compliance |
Robust documentation transforms raw inspection data into actionable engineering intelligence.
Conclusion
Manufacturing delays, inconsistent part quality, and premature tooling failures are critical threats to your supply chain profitability. This article outlined how implementing rigorous technical audits, leveraging CMM precision, and adhering to strict documentation standards can systematically eliminate these manufacturing blind spots. By transforming your tooling maintenance from a reactive scramble into a proactive science, you safeguard your investments and guarantee long-term production stability.
At CN Precision, we don’t just build molds; we engineer long-term manufacturing reliability. We provide end-to-end tooling optimization, comprehensive DFM engineering, and IATF 16949 certified production that keeps your supply chain unshakeable. Our vision is to elevate global manufacturing standards through uncompromising precision and transparent engineering partnerships. If you are ready to eliminate tooling uncertainties and secure your production timelines, contact us today for a comprehensive technical consultation.
Frequently Asked Questions
Can I request a limited mold inspection for a single cavity in a multi-cavity tool?Yes. A limited inspection is appropriate when a specific defect—such as flash or short shots—is isolated to one cavity, allowing for targeted troubleshooting without the downtime of a complete tool audit.
How do I know if my mold requires a complete inspection?A complete inspection is mandatory after reaching a specific cycle count threshold. You must also execute a full audit when transferring a tool to a new facility, or if molded parts consistently fail to meet dimensional tolerances.
Can I use inspection data to optimize my DFM analysis?Absolutely. Data regarding gate wear, venting efficiency, and cooling performance gathered during an audit provides critical feedback for future Design for Manufacturability reviews and tooling modifications.
How do I know if the steel hardness is within acceptable parameters?During a professional evaluation, technicians use portable hardness testers to sample various points on the core and cavity. This ensures the steel maintains its structural integrity and temper for the intended production volume.
Can I get an inspection report within 24 hours of a T1 trial?Yes, rapid initial reporting is standard practice. Initial visual findings and critical dimensions are documented immediately following a trial, though a technically exhaustive CMM report may require additional laboratory analysis time.