What Defines Thin Wall Injection Molding Today?
Modern thin wall injection molding generally refers to part features with a thickness below 0.5mm or a flow-length-to-thickness ratio exceeding 100:1. This specialized process requires higher injection speeds and pressures than standard molding to fill the cavity before the resin solidifies.
How does the industry classify these dimensions?
The classification of these dimensions depends heavily on the specific resin and part complexity you are utilizing for the project. Let’s dive in:
- Standard thin walls: 0.5mm to 1.0mm.
- Ultra-thin walls: Below 0.4mm for high-performance resins.
- Micron-level tolerances: ±0.01mm for critical mating surfaces.
Key Takeaway: Understanding the threshold of thin-wall geometries helps you determine if your project requires high-speed machinery or specialized high-flow resins.
| Geometry Type | Typical Thickness | Pressure Requirement | |
|---|---|---|---|
| Standard | 1.5mm – 3.0mm | Moderate | |
| Thin Wall | 0.5mm – 1.0mm | High | |
| Ultra-Thin | < 0.5mm | Very High |
The thickness of your part dictates the entire molding strategy and the choice of injection equipment.
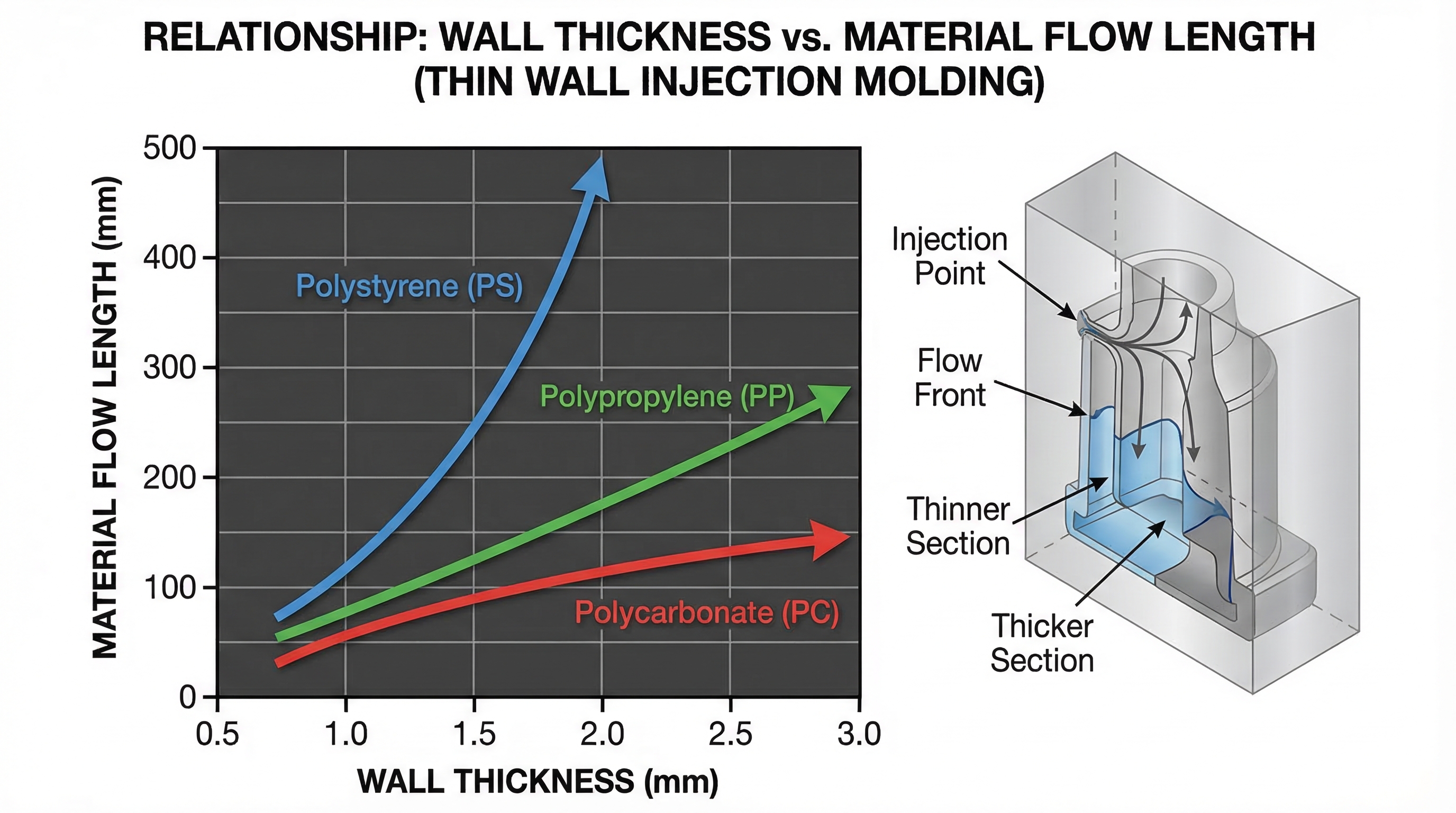
Why Is Material Flow Critical in Thin Walls?
Material flow determines whether the molten resin can reach the furthest extremities of the cavity before the high surface-area-to-volume ratio causes it to solidify. In thin wall injection molding , the melt has significantly less time to travel, making flow length a primary constraint.
What happens when the melt freezes too early?
When the resin cools too rapidly, it creates a phenomenon known as “freeze-off” that prevents the cavity from filling completely. Think about it:
- Short shots occur at the furthest edges of the mold.
- Weak knit lines form where two flow fronts fail to fuse.
- Internal stresses increase as the machine forces material into narrow gaps.
Key Takeaway: Managing flow resistance through high injection speeds is essential to prevent structural defects in delicate plastic components.
| Flow Issue | Root Cause | Primary Symptom | |
|---|---|---|---|
| Freeze-off | Rapid cooling | Incomplete part | |
| Knit Lines | Low melt heat | Structural weakness | |
| Flash | Excessive pressure | Unwanted material |
Ensuring consistent flow protects your parts from the most common failure points in high-speed manufacturing.
Which Resins Suit High-Flow Requirements Best?
The best resins for thin wall injection molding are those with high melt flow indices (MFI) and low viscosity at high shear rates. Polypropylene (PP), High-Density Polyethylene (HDPE), and certain grades of Polyamide (Nylon) are the industry standards for these applications.
Why avoid high-viscosity materials like Polycarbonate?
High-viscosity materials like Polycarbonate resist flowing into tight spaces and require extreme temperatures that may degrade the polymer. Here is the kicker:
- Polypropylene flows easily into hinges and thin ribs.
- Nylon offers high strength even at reduced wall thicknesses.
- Liquid Silicone Rubber (LSR) fills complex geometries but risks flashing.
Key Takeaway: Selecting a high-flow resin reduces the pressure requirements on your mold and minimizes the risk of cosmetic defects.
| Material Type | Flow Rating | Strength Profile | |
|---|---|---|---|
| Polypropylene | Excellent | High Flexibility | |
| Nylon (PA) | Good | High Durability | |
| Polycarbonate | Poor | High Impact |
Resin choice is the foundation of a successful thin-wall project and directly impacts the longevity of your tooling.
How Does DFM Reduce Your Production Risks?
Design for Manufacturability (DFM) identifies potential molding bottlenecks during the digital CAD phase before you commit to expensive steel tooling. Professional thin wall injection molding services use DFM to simulate resin flow and predict cooling patterns.
Can DFM prevent expensive mold modifications?
Identifying a “gas trap” or a “thin steel” condition in the design phase is significantly cheaper than modifying a hardened mold later. Let’s dive in:
- Draft analysis ensures parts eject without scratching.
- Gate location optimization prevents visible knit lines.
- Wall thickness checks pinpoint areas prone to short shots.
Key Takeaway: Engaging in a comprehensive DFM review typically reduces your total tooling investment by preventing costly post-production rework.
| DFM Check | Purpose | Cost Saving | |
|---|---|---|---|
| Draft Analysis | Easy ejection | Prevents part scrap | |
| Flow Simulation | Predicts shorts | Prevents mold rework | |
| Gate Analysis | Surface finish | Reduces cosmetic scrap |
A thorough engineering review is the most effective way to ensure your project stays on schedule and within budget.
Should You Use Ribs for Structural Support?
You should use ribs to add structural stiffness to thin-walled parts because they provide strength without significantly increasing the overall mass or cooling time. In thin wall injection molding, ribs are essential for preventing the primary surfaces from bowing or collapsing.
What is the ideal rib-to-wall thickness ratio?
To avoid unsightly sink marks on the aesthetic surface of your part, the rib should be roughly half the thickness of the base wall. But wait, there’s more:
- Use a 50% to 60% thickness ratio for the best results.
- Add gussets for cross-support in high-stress areas.
- Incorporate draft angles on rib walls for clean release.
Key Takeaway: Properly designed ribs provide the necessary rigidity for thin components while maintaining high aesthetic quality.
| Feature | Recommended Ratio | Primary Benefit | |
|---|---|---|---|
| Rib Thickness | 0.5x Base Wall | Prevents sink marks | |
| Rib Height | < 3x Base Wall | Prevents ejection issues | |
| Draft Angle | 1.0° – 1.5° | Smooth release |
Strategic ribbing allows you to maintain thin profiles while meeting the mechanical demands of your application.

Why Does Uniform Thickness Prevent Part Warp?
Uniform wall thickness ensures that all sections of the part cool at the same rate, which minimizes internal stresses and prevents warping. In thin wall injection molding , even a slight variation in thickness can cause the part to twist as it contracts.
How does uneven cooling impact dimensions?
When one area of a part stays hot longer than another, the resulting differential shrinkage pulls the geometry out of alignment. The bottom line:
- Symmetrical designs cool more evenly.
- Gradual transitions prevent stress concentration points.
- Uniform walls allow for a more stable molding cycle.
Key Takeaway: Maintaining a constant wall thickness is the most effective design strategy for achieving dimensional stability in plastic parts.
| Cooling Factor | Impact | Solution | |
|---|---|---|---|
| Sharp Steps | High Stress | Use gradual tapers | |
| Thicker Bosses | High Sink | Core out heavy areas | |
| Large Flats | High Warp | Add reinforcing ribs |
Consistency in wall thickness is the hallmark of a professional plastic design optimized for high-volume production.
Can Radii Solve Ejection and Flow Issues?
Adding radii to internal and external corners improves material flow and reduces the force required to eject the part from the mold. In thin wall injection molding, sharp corners act as flow barriers and stress concentrators that can cause cracks.
Do rounded corners improve the part’s lifespan?
Rounded corners distribute mechanical loads across a larger area, preventing the part from failing under impact or stress. Think about it:
- Internal radii help the melt flow smoothly around turns.
- External radii prevent sharp edges from snagging.
- Radii reduce the risk of part deformation during ejection.
Key Takeaway: Incorporating radii throughout your design facilitates a laminar flow path and enhances the overall durability of the component.
| Feature | Min. Radius | Primary Function | |
|---|---|---|---|
| Internal Corner | 0.5x Wall | Flow optimization | |
| External Corner | 1.5x Wall | Stress reduction | |
| Ejection Path | Variable | Damage prevention |
Small geometric adjustments like adding radii make a significant difference in the manufacturability of complex thin-walled housings.
How Do You Manage Tight Molding Tolerances?
Managing tight tolerances in thin wall injection molding requires high-precision machinery and a climate-controlled inspection environment. You must monitor injection pressure and cycle times constantly to ensure every part remains within specification.
Why is CMM inspection vital for these parts?
Coordinate Measuring Machines (CMM) provide the micron-level accuracy needed to verify that thin-walled features meet your engineering prints. Here is the kicker:
- Automated monitoring detects process drift early.
- Precision fixtures ensure consistent part orientation.
- Statistical process control (SPC) tracks quality trends.
Key Takeaway: Success in precision molding depends on the ability to measure and control every variable in the production environment.
| Control Tool | Measurement | Quality Benefit | |
|---|---|---|---|
| CMM | Dimensions | ±0.001mm Accuracy | |
| Pressure Sensor | Fill Repeatability | Consistent weight | |
| ERP System | Batch Tracking | Full traceability |
Investing in high-end inspection tools guarantees that your delicate components will function perfectly in their final assembly.

Is 2K Molding Effective for Thin Components?
Two-shot (2K) molding is highly effective for thin components because it allows you to integrate soft-touch grips or seals without secondary assembly. This process is frequently used in thin wall injection molding for consumer electronics and medical devices.
How does overmolding strengthen thin substrates?
Adding a second layer of material can provide structural reinforcement to a delicate thin-walled base part. Let’s dive in:
- Chemical bonding creates a permanent material connection.
- Integrated seals eliminate the need for O-rings.
- Multi-material parts offer superior ergonomics and aesthetics.
Key Takeaway: 2K molding reduces your total assembly costs while providing functional benefits that single-material parts cannot achieve.
| Process Type | Materials | Key Advantage | |
|---|---|---|---|
| 2K Molding | Rigid + Soft | Integrated seal/grip | |
| Insert Molding | Metal + Plastic | Threaded strength | |
| Overmolding | Plastic + LSR | Enhanced protection |
Multi-material strategies are the future of complex part design, offering a level of integration that simplifies your supply chain.
Why Choose Certified Manufacturing Partners?
A certified partner ensures that your thin wall injection molding project follows a rigorous quality management system like IATF 16949. This standard is mandatory for automotive and high-reliability electronics where part failure is not an option.
What does IATF 16949 guarantee for your project?
This certification ensures that the manufacturer has the documented processes and technical expertise to handle the narrow process windows of thin molding. But wait, there’s more:
- Material traceability protects your supply chain.
- Continuous improvement reduces defect rates over time.
- Rigorous audits ensure consistent facility performance.
Key Takeaway: Working with a certified manufacturer minimizes your operational risk and ensures the highest levels of part consistency.
| Certification | Focus Area | Industry Standard | |
|---|---|---|---|
| IATF 16949 | Automotive Quality | Global Tier 1/2 | |
| ISO 9001 | Management Quality | Foundational | |
| ISO 14001 | Environmental | Sustainability |
Choosing a partner with the right credentials provides the peace of mind needed when launching critical new products.

We have explored how precise material selection, strategic structural ribbing, and rigorous DFM analysis solve the most common challenges in high-precision manufacturing. Our team is dedicated to eliminating unstable quality and production delays through our IATF 16949 certified processes and 24-hour engineering support. What we can do for you is transform your complex CAD designs into high-performance components with speed and micron-level accuracy. We believe that precision isn’t just a measurement; it is the standard that drives global innovation forward. Please contact us today to schedule a technical consultation and receive a free DFM review for your next project.
Frequently Asked Questions
Can I use any resin for thin-walled parts?No, you must select resins with a high Melt Flow Index (MFI) to ensure the material can fill thin cavities before it cools and solidifies.
What is the best way to prevent part warping?The best way is to maintain a uniform wall thickness throughout your design to ensure even cooling and minimize internal stresses during contraction.
How do I know if my design is too thin to mold?It depends on the material, but typically features below 0.4mm are considered ultra-thin and require a professional DFM analysis to verify manufacturability.
Can I combine two materials in one thin part?Yes, 2K or double injection molding allows you to combine rigid and soft materials, which is excellent for adding grips or seals to thin components.
How long does it take to build a thin-wall mold?Standard molds typically take 25 to 30 days, while complex thin-wall or 2K molds may require 35 to 40 days for precision fabrication and testing.