The injection molding process is a manufacturing method for producing parts by injecting molten material into a mold. You likely face significant pressure to reduce production cycles while maintaining the strict dimensional tolerances required for high-stakes industries like automotive or medical. Dealing with inconsistent part quality or unpredictable lead times from suppliers can jeopardize your entire product launch schedule. By partnering with a specialist like CN Precision to refine your injection mold process , you can transform these manufacturing bottlenecks into a streamlined, cost-effective competitive advantage.
How Does the Plastic Injection Molding Process Work?
Plastic injection molding functions by melting polymer granules and forcing them under high pressure into a precisely machined metal cavity. This method allows you to create complex geometries with incredible repeatability across thousands of cycles. The efficiency of the injection mold process makes it the gold standard for high-volume plastic part production.
What Equipment Is Required for Production?
The primary equipment includes an injection unit, a clamping unit, and the mold tool itself. The machine must provide enough clamping force to keep the mold halves closed against the high pressure of the incoming plastic.
Here is the deal:
- The injection screw controls the melt temperature.
- Hydraulic or electric clamps manage the opening and closing.
- Cooling systems integrated into the mold regulate the cycle time.
Why Is Pressure Control So Critical?
Maintaining consistent pressure ensures that every cavity within the mold fills completely without creating air pockets or structural voids. If the pressure fluctuates, you will likely see defects like sink marks or “short shots” that compromise part integrity.
Key TakeawayMastering the equipment and pressure dynamics is essential for achieving a stable and repeatable manufacturing output.
| Element | Role in Process | Impact on Quality | |
|---|---|---|---|
| Injection Unit | Melts and moves resin | Thermal stability | |
| Clamping Force | Holds mold shut | Flash prevention | |
| Cooling Lines | Removes heat | Dimensional accuracy |
Understanding machine mechanics provides the foundation for evaluating more complex operational stages.
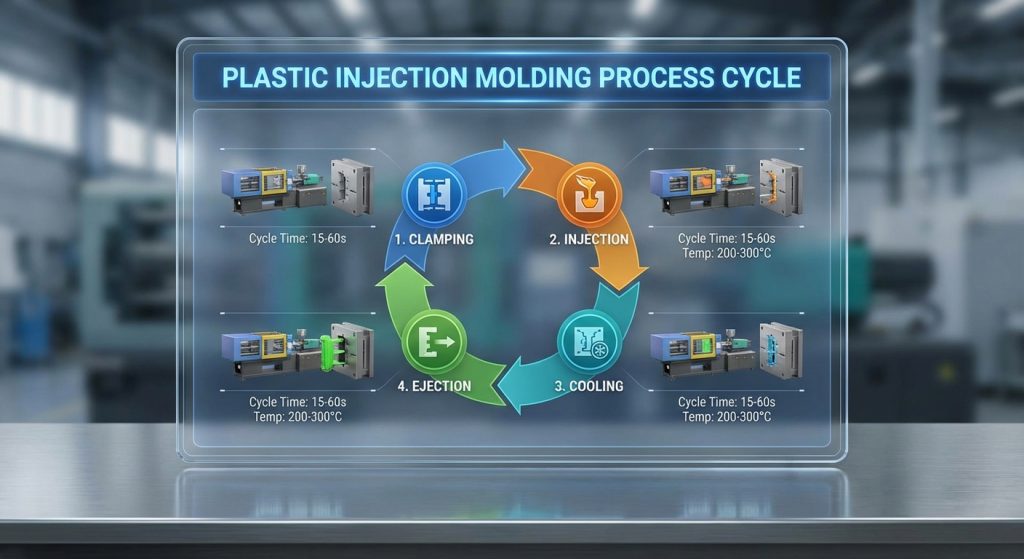
What Are the Primary Stages of the Injection Mold Process?
The cycle consists of four distinct stages: clamping, injection, cooling, and ejection. During a professional injection mold process , these steps are synchronized to ensure the fastest possible cycle time without sacrificing the quality of the finished component.
How Do Injection and Packing Work?
Once the mold is clamped, the molten plastic is injected into the cavity until it is full. Packing follows this step, where additional pressure is applied to compensate for the material shrinkage that occurs as the plastic begins to cool.
Consider this:
- Injection speed affects surface finish.
- Packing pressure prevents internal voids.
- Gate design determines how the material flows into the cavity.
What Happens During the Cooling Phase?
Cooling is typically the longest part of the cycle, where the part solidifies enough to be handled. Efficient cooling channel design within the mold is what differentiates a high-performance tool from a budget-friendly but slow alternative.
Key TakeawayThe cooling phase is the most critical variable in determining your overall production throughput and cost-per-part.
| Stage | Duration | Primary Objective | |
|---|---|---|---|
| Clamping | 1-5 Seconds | Secure mold halves | |
| Injection | 1-10 Seconds | Fill the cavity | |
| Cooling | 10-60 Seconds | Solidify the part |
Optimizing each cycle stage is the only way to achieve true manufacturing efficiency at scale.
Which Materials Are Best Suited for High-Precision Molding?
Material selection depends entirely on your part’s mechanical requirements and the specific constraints of the injection mold process. You must balance factors like tensile strength, thermal resistance, and shrinkage rates to ensure the final product performs as intended in its real-world application.
What Are Common Engineering Resins?
High-performance materials like PEEK, PPS, and glass-filled Nylon are frequently used for structural components in the automotive and medical sectors. These resins offer superior durability but require specialized mold heating and higher injection pressures to process correctly.
The reality is:
- Amorphous resins offer high dimensional stability.
- Crystalline resins provide better chemical resistance.
- Additives like UV stabilizers can extend product lifespan.
How Does Material Shrinkage Affect Design?
Every plastic resin shrinks as it cools, and failing to account for this in the mold design leads to out-of-tolerance parts. Professional manufacturers calculate these rates based on the specific grade of resin you select to ensure the mold cavity is appropriately oversized.
Key TakeawayAligning your material properties with the mold design is the only way to guarantee long-term part functionality.
| Resin Type | Shrinkage Rate | Common Application | |
|---|---|---|---|
| ABS | Low | Electronics housings | |
| Polypropylene | High | Living hinges | |
| Polycarbonate | Medium | Transparent lenses |
Selecting the right resin is a strategic decision that impacts both performance and the total cost of ownership.
How Can DFM Analysis Optimize Your Injection Mold Process?
Design for Manufacturability (DFM) is a technical review process that identifies potential production issues before the mold is even built. Utilizing DFM within your injection mold process can reduce tooling modification costs by up to 20% and significantly accelerate your time-to-market.
What Does a DFM Review Include?
The review analyzes wall thickness uniformity, draft angles, and gate placements to ensure the plastic flows smoothly and the part releases easily. Without these checks, you risk creating parts that warp, crack, or get stuck in the mold during production.
But wait:
- Uniform walls prevent uneven cooling.
- Proper draft angles (usually 1-3 degrees) are mandatory.
- Rib thickness should be 50-70% of the wall thickness.
How Does Simulation Software Help?
Mold flow simulation allows engineers to virtually test how the plastic will fill the cavity. This reveals potential weld lines or air traps, allowing for design adjustments before a single piece of steel is cut for the mold.
Key TakeawayInvesting in upfront engineering through DFM is the most effective way to prevent expensive “re-tooling” after project kick-off.
| DFM Check | Purpose | Risk of Failure | |
|---|---|---|---|
| Draft Angle | Easy part ejection | Scratches or sticking | |
| Wall Thickness | Uniform cooling | Warpage or sink marks | |
| Gate Location | Optimized flow | Visible weld lines |

Integrating DFM early in the development cycle ensures a smoother transition from concept to mass production.
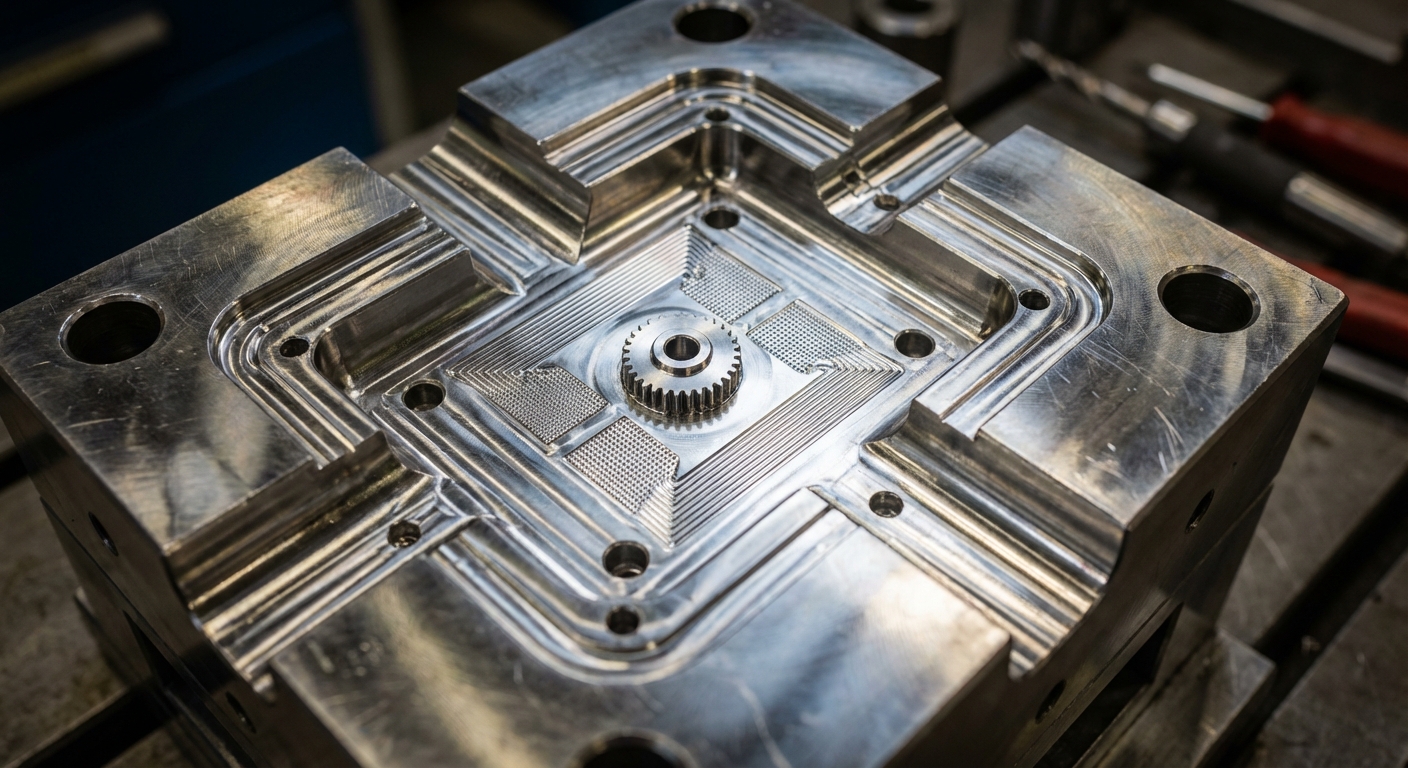
What Are the Core Components of a High-Quality Injection Mold?
A high-quality mold is built from premium tool steel and features sophisticated internal systems for cooling and ejection. The longevity of your injection mold process depends heavily on the grade of steel used, with hardened steels being necessary for high-volume runs of abrasive materials.
Why Does Steel Grade Matter?
Using S136 or H13 tool steel ensures the mold can withstand millions of cycles without losing its high-precision finish. For medical or high-aesthetic parts, the steel must be capable of reaching a mirror polish to provide the required surface quality.
Here is the deal:
- Soft steels are faster to machine but wear out quickly.
- Hardened steels provide the best ROI for mass production.
- Stainless steel options offer the best corrosion resistance.
What Is the Role of Ejection Systems?
The ejection system, consisting of pins, plates, and lifters, must push the part out of the mold without causing any deformation. A poorly designed system can leave unsightly marks on the visible surfaces of your product.
Key TakeawayThe internal architecture of the mold dictates the surface finish, dimensional accuracy, and total lifespan of your tooling.
| Component | Material/Type | Functional Benefit | |
|---|---|---|---|
| Cavity/Core | Hardened Steel | Longevity and precision | |
| Cooling Channels | Baffled/Spiral | Faster cycle times | |
| Ejector Pins | Nitrided Steel | Smooth part release |
Premium components are a necessary investment for any company targeting zero-defect manufacturing.
How Do You Choose Between Prototyping and Mass Production?
Deciding on the right tooling strategy depends on your projected annual volume and the maturity of your design. During the injection mold process , switching from rapid prototyping to bridge tooling allows you to test the market before committing to multi-cavity mass production molds.
When Should You Use Prototype Tooling?
Prototype molds are typically made from aluminum or soft steel and are ideal for producing 50 to 1,000 parts for functional testing. This allows you to verify the design in the actual production material without the high cost of permanent steel tooling.
The kicker is:
- Aluminum molds have shorter lead times.
- Soft steel is better for glass-filled resins.
- Bridge tooling fills the gap before mass production.
What Defines Mass Production Capacity?
Mass production requires multi-cavity molds (sometimes up to 64 cavities or more) and automated systems to handle the high throughput. This setup minimizes the labor cost per part, making it the most economical choice for volumes exceeding 10,000 units.
Key TakeawayScaling your tooling strategy to match your volume ensures you don’t overpay for capacity you don’t yet need.
| Tooling Type | Volume Range | Lead Time | |
|---|---|---|---|
| Prototype | 50 – 500 units | 1-2 Weeks | |
| Bridge | 500 – 5,000 units | 2-3 Weeks | |
| Production | 10,000+ units | 4-6 Weeks |
Selecting the appropriate stage for your project protects your budget while ensuring you reach your milestones.
Why Is IATF 16949 Certification Critical for Quality Control?
The IATF 16949 standard is the highest level of quality management for the automotive supply chain, ensuring absolute consistency. When you integrate these standards into the injection mold process, you benefit from rigorous defect prevention and continuous improvement systems.
How Does It Prevent Defects?
Certification requires documented processes for every step of production, from material receiving to final CMM (Coordinate Measuring Machine) inspection. This level of traceability means that if a quality issue occurs, the root cause can be identified and corrected immediately.
Consider this:
- Every batch of resin is verified.
- CMM reports guarantee micron-level accuracy.
- Preventive maintenance schedules protect tool life.
What Are the Benefits for Other Industries?
While designed for automotive, these standards elevate the quality for medical and electronics customers as well. It provides peace of mind that your manufacturer operates with a “zero-defect” mindset across all projects.
Key TakeawayCertifications like IATF 16949 and ISO 9001 are the only way to ensure your supplier is truly capable of high-stakes manufacturing.
| Quality Tool | Purpose | Benefit to Client | |
|---|---|---|---|
| CMM Inspection | Dimensional verification | Guaranteed fitment | |
| Traceability | Record keeping | Risk mitigation | |
| Process Audits | Consistency checks | Stable part quality |
High-level certification is a hallmark of a manufacturer that prioritizes long-term delivery reliability.
What Are the Differences Between 2K and Overmolding Techniques?
Multi-material molding allows you to combine two different plastics or a plastic and a metal insert into a single finished part. Refining this aspect of the injection mold process eliminates the need for manual assembly, reducing your labor costs and improving product durability.
What Is 2K (Two-Shot) Molding?
2K molding uses a specialized machine with two injection units to mold two different materials in the same cycle. This creates a superior molecular bond between materials, which is perfect for parts requiring integrated seals or soft-touch grips.
The deal is:
- It eliminates secondary assembly steps.
- Bond strength is significantly higher.
- It allows for multi-color aesthetic designs.
How Does Overmolding Differ?
Overmolding is a two-step process where a pre-molded part is placed into a second mold to have another material molded over it. This is often used for adding “soft” coatings to “hard” plastic handles or for surrounding metal inserts with plastic.
Key TakeawayChoosing between 2K and overmolding depends on your production volume and the complexity of the material bond required.
| Method | Process Type | Best For | |
|---|---|---|---|
| 2K Molding | Integrated (1 cycle) | High-volume efficiency | |
| Overmolding | Sequential (2 steps) | Complex inserts/low volume | |
| Insert Molding | Manual/Robotic | Metal-to-plastic joints |
Advanced multi-material capabilities allow for innovative designs that are impossible with standard molding.
How Do Manufacturers Manage Global Logistics and Shipping?
Moving large molds and high volumes of parts across borders requires a manufacturer with deep export expertise. Efficient logistics ensure that your injection mold process isn’t stalled by customs delays or shipping damage, protecting your production schedule.
What Are the Shipping Options?
Air freight is ideal for rapid prototyping or urgent bridge tooling, while ocean freight provides the most cost-effective solution for mass-produced parts. A professional partner should offer DDP (Delivered Duty Paid) terms to simplify the process for your internal teams.
Consider this:
- Air freight takes 3-5 days to US/EU.
- Ocean freight takes 25-35 days.
- Professional crating prevents mold damage.
How Is Communication Handled?
Working with a manufacturer in Shenzhen requires a team that understands Western business expectations and maintains flexible hours. A 24-hour response guarantee ensures that technical questions are answered before your next business day begins.
Key TakeawayLogistics and communication are just as important as the manufacturing process itself for a successful global partnership.
| Logistic Factor | Standard Service | Premium Benefit | |
|---|---|---|---|
| Documentation | Standard customs forms | Full DDP/Hassle-free | |
| Packaging | Vacuum sealed | Anti-corrosion protection | |
| Support | Email only | 24/7 technical liaison |
Smooth logistics are the final step in ensuring your project moves from the factory floor to your warehouse.
How Can You Reduce Your Total Tooling and Production Costs?
Reducing costs in the injection mold process requires a balance between upfront tooling investment and long-term part price. By working with an experienced manufacturer, you can find optimization opportunities in the design phase that pay dividends throughout the product’s entire lifecycle.
Can Multi-Cavity Molds Save Money?
Yes, increasing the number of cavities in a mold raises the initial tooling price but drastically lowers the price per part. For high-volume projects, a 4-cavity or 8-cavity mold will pay for itself within the first few production runs.
The reality is:
- Higher cavitation lowers labor costs.
- Hot runner systems reduce material waste.
- Faster cycles improve machine utilization.
Why Does Mold Maintenance Matter?
Regular maintenance prevents wear and tear that can lead to part defects and unplanned downtime. A manufacturer that offers proactive mold care can extend the life of your tool by up to 30%, delaying the need for expensive replacements.
Key TakeawayStrategic cavitation and rigorous maintenance are the keys to minimizing your total cost of ownership.
| Savings Lever | Action Item | Long-term Impact | |
|---|---|---|---|
| Design Optimization | Thinner wall sections | 10-15% material savings | |
| Cavitation | Move from 1 to 4 cavities | 60% lower labor cost | |
| Maintenance | Regular cleaning/greasing | 30% longer tool life |

Applying these cost-saving strategies ensures your project remains profitable from the first part to the millionth.
Conclusion
Navigating the complexities of high-precision manufacturing requires a partner who understands that quality and speed are non-negotiable. Whether you are struggling with unstable quality, slow response times, or high tooling costs, the right expertise can streamline your production and protect your brand reputation. At CN Precision, we specialize in delivering IATF 16949 certified solutions that turn your most complex designs into market-ready products. Our vision is to empower global innovators with the precision and reliability needed to lead their respective industries. To see how our engineering team can optimize your next project, contact us today for a comprehensive technical review.
Frequently Asked Questions
Can I use the same mold for different plastic materials?No, you generally cannot because different resins have vastly different shrinkage rates. Using a resin other than the one the mold was designed for will result in parts that are either too large, too small, or structurally compromised.
What’s the best way to reduce lead times for a new mold?The most effective method is to provide completed, DFM-ready CAD files and authorize an “Express Tooling” service. Starting with a clear design eliminates the back-and-forth revisions that typically account for 30% of a project’s timeline.
How do I know if my part is suitable for 2K molding?You should choose 2K molding if your part requires two different colors or a rigid structure bonded to a soft-touch surface. If the bond is purely aesthetic and the volume is low, standard overmolding or painting might be a more cost-effective alternative.
Can I start with a single-cavity mold and upgrade later?Yes, this is a common strategy for new product launches where initial demand is uncertain. We can design the initial mold frame to be modular, allowing for additional inserts to be added as your production volume increases.
How do I know if a manufacturer is truly IATF certified?Always request a copy of the current certificate and verify the IATF number on the official global database. A legitimate manufacturer will have no hesitation providing this documentation and showing you how their quality systems are applied on the shop floor.